-
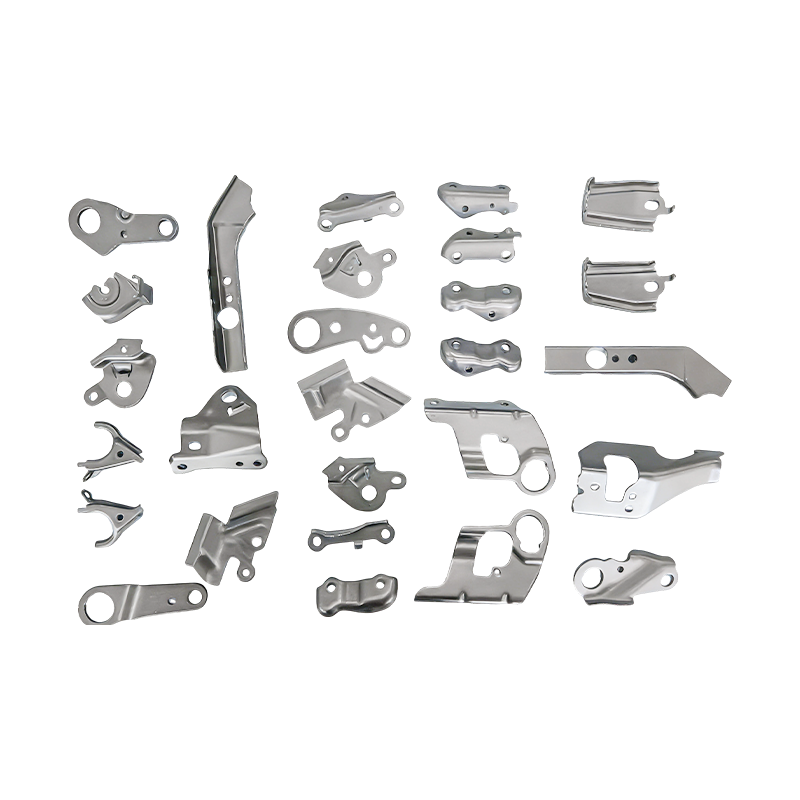
Kis autóalkatrészek progresszív présbélyegző alkatrészek
Kis autóalkatrészeink progresszív présbélyegző ...
-
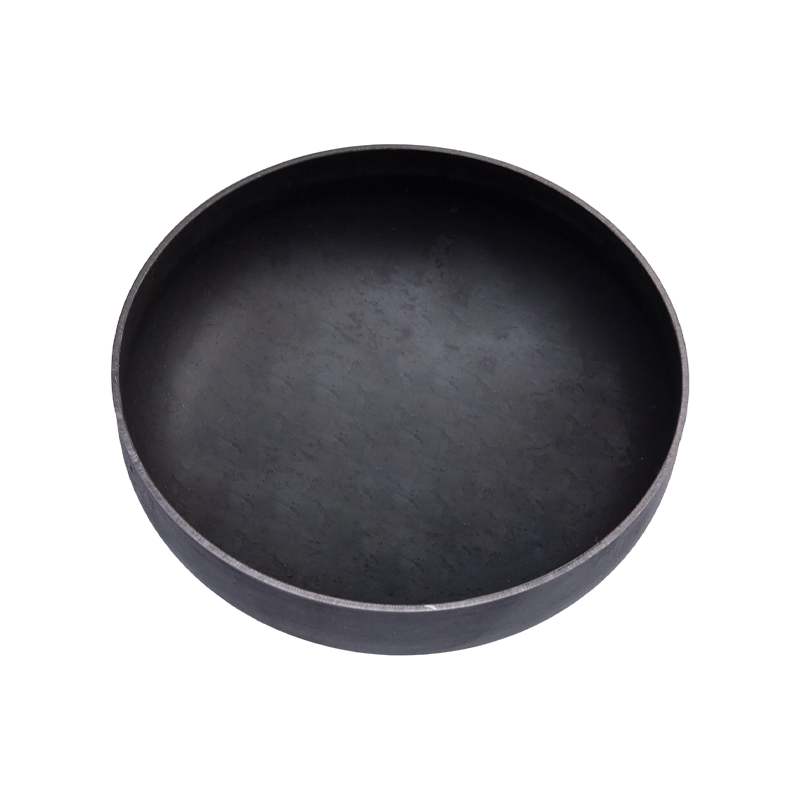
Gáztartály végén bélyegző alkatrészek
A gáztartály végének bélyegző részei az autóipa...
-
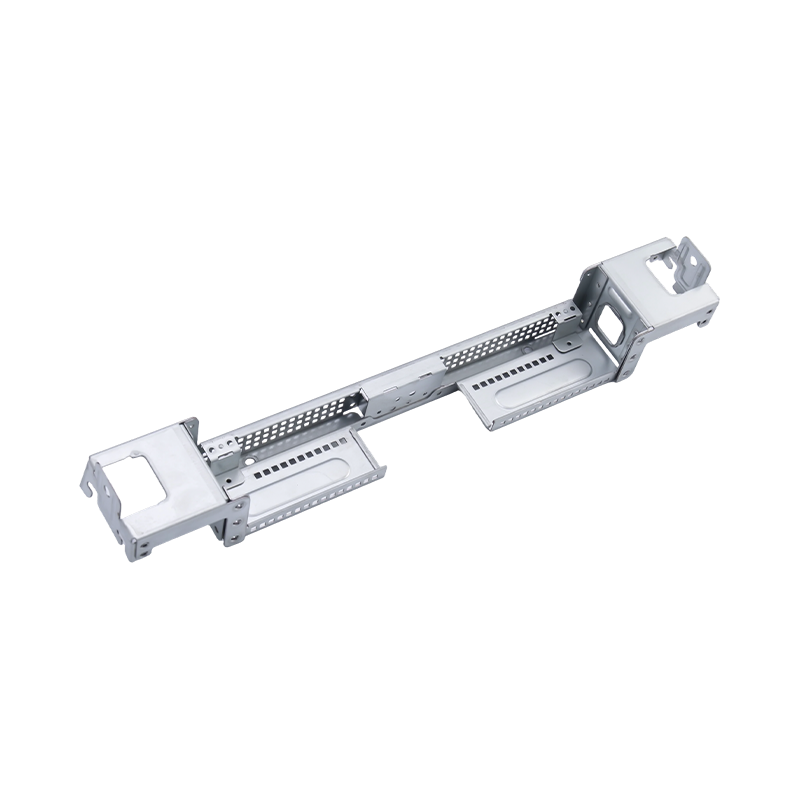
Csúcskategóriás nagy számítógépes bélyegzőalkatrészek
Csúcskategóriás nagyméretű számítógépes bélyegz...
-

Nehéz teherautó-bélyegző alkatrészek
Nehéz teherautó-bélyegző alkatrészeink precízió...
-
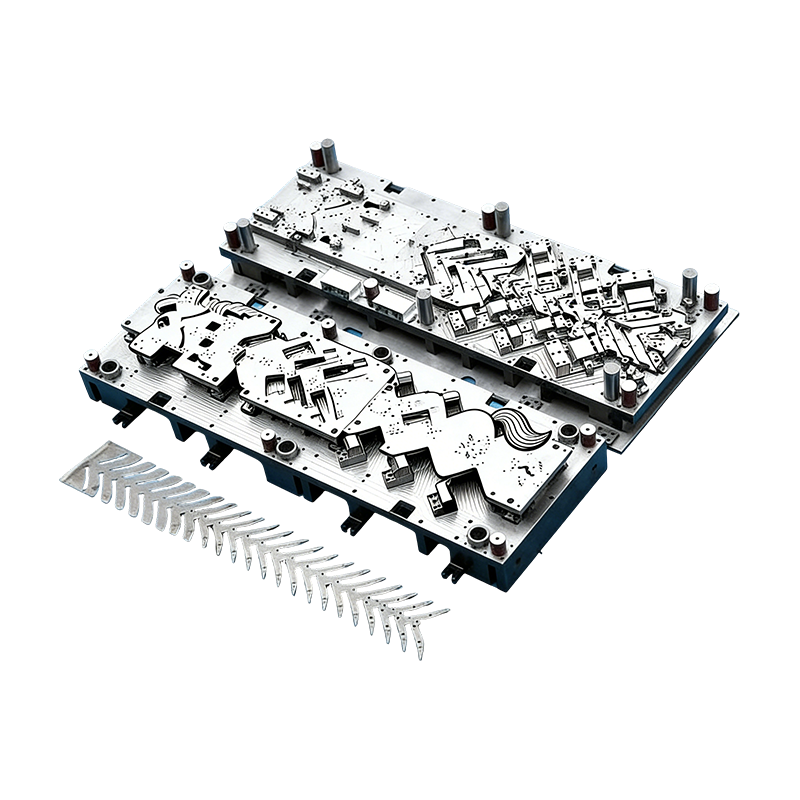
Progresszív öntőformák autóalkatrészekhez
Ezt az autómotorházhoz való folyamatos öntőform...
-
Laptop bélyegző alkatrészek
Laptopbélyegző alkatrészeink precíziós gyártású...
Ipari hírek
Otthon / Hírek / Ipari hírek / Hogyan változtatják meg a fejlett nagyszilárdságú acélok az autóipari bélyegzőalkatrészek gyártását?
Hogyan változtatják meg a fejlett nagyszilárdságú acélok az autóipari bélyegzőalkatrészek gyártását?
2026-02-25
Milyen AHSS fokozatokat használnak valójában? Autóipari bélyegzőalkatrészek
A fejlett nagyszilárdságú acélok nem egyetlen anyagot, hanem különálló ötvözetrendszerek családját alkotják, amelyek mindegyike sajátos mikroszerkezeti mechanizmussal készült, hogy elérje szilárdság-hajlékonyság kombinációját. Annak megértése, hogy az autóipari bélyegzőalkatrész-alkalmazásokban mely minőségek jelennek meg, a kiindulópont annak megértéséhez, hogy ezek az anyagok miért változtatják meg olyan alapvetően a gyártási folyamatot. A kétfázisú (DP) acélok – a legszélesebb körben elterjedt AHSS család – ferritmátrixból állnak, diszpergált martenzit szigetekkel, így a DP600, DP780 és DP980 minőségek a magas kezdeti megmunkálási sebesség és a jó nyúlás kombinációját biztosítják, amely megfelel az olyan szerkezeti elemeknek, mint a B-pillérek, padló- és tetőkorlátok. Az átalakulás által kiváltott plaszticitású (TRIP) acélok metastabil visszatartott ausztenitet használnak, amely az alakítás során fokozatosan martenzitté alakul, kivételes energiaelnyelést biztosítva, ami alkalmassá teszi azokat az ütközéskritikus alkatrészekhez, mint például a hosszanti sínek és a lökhárító megerősítései. A martenzites acélokat (MS1300, MS1500) ott használják, ahol a maximális szilárdság a prioritás, és az alakíthatósági követelmények szerények – tipikus alkalmazások a lengőpanel-erősítések és az ajtók behatoló gerendái. A melegen sajtolt (HPF) acélokat, különösen az AlSi-bevonatú 22MnB5-öt ausztenitizálják, majd hűtött szerszámban egyidejűleg formálják és lehűtik, így 1500 MPa feletti húzószilárdságot állítanak elő, amelyet semmilyen hidegalakítási eljárás nem tud felmutatni az olyan alkatrészeknél, mint az A-oszlop belső részei és az alagúterősítők.
Az adott autóipari bélyegzési alkatrészhez használt minőség kiválasztását az alkatrésznek a jármű biztonsági szerkezetében elfoglalt helyzete, a szükséges ütközési energiakezelési viselkedés, valamint a geometriájának formálási súlyossága határozza meg. Az a komponens, amelynek fokozatosan fel kell vennie az energiát a szabályozott hajtogatással – például az elülső sín –, a DP vagy TRIP acél magas megmunkálási edzettségi foka hasznot húz, míg a merevnek és a terhelés alatti behatolásnak ellenálló alkatrésznek – például a B-oszlopnak – jobban szolgálhat a melegen préselt alkatrész rendkívüli szilárdsága. Ez az alkalmazás-specifikus minőségválasztás azt jelenti, hogy egyetlen fehér karosszéria öt vagy hat különböző AHSS-minőséget tartalmazhat, amelyek mindegyike különböző szerszámozási és préselési feltételek mellett történik.
Súlyosság és kompenzáció az AHSS autóipari bélyegzőalkatrészekben
A Springback az egyetlen legkövetkezményesebb gyártási kihívás, amelyet az AHSS bevezet az autóipari bélyegzőalkatrészek gyártásába, és ezekben az anyagokban lényegesen nagyobb a súlyossága, mint a lágyacél vagy akár a hagyományos nagy szilárdságú, alacsony ötvözet (HSLA) minőségek. Az alapvető ok az AHSS-re jellemző magas folyás/szakító arány: a DP980 például körülbelül 700–900 MPa folyáshatárral és 980 MPa szakítószilárdsággal rendelkezik, így a folyási arány 0,71–0,92. A DC04 lágyacél folyásaránya körülbelül 0,45. Mivel a visszarugózási nagyság arányos a folyáshatár és a rugalmassági modulus arányával (az acél Young-modulusa a minőségtől függetlenül körülbelül 210 GPa), és az AHSS folyáshatára kétszer-négyszer nagyobb, mint az enyhe acél ugyanazon modulus mellett, a matrica nyitása után visszaálló rugalmas feszültség arányosan kétszer-négyszer nagyobb. A DP980-ból kialakított 90°-os csatornaszakaszon a kompenzáció előtt az oldalfalaknál a 10°-16°-os szögvisszaugrás gyakori, míg egy egyenértékű lágyacél alkatrésznél ez a 2°-4°.
Az AHSS autóipari bélyegzőalkatrészeknél a gyakorlatban alkalmazott kompenzációs stratégiák összetettebbek, mint az egyszerű geometriai túlhajlítás, amely elegendő a lágyacélhoz. Általában három megközelítést kombinálnak:
- FEA-vezérelt geometriai kompenzáció: A formázási szimulációs szoftver (AutoForm, Dynaform vagy PAM-STAMP) egy kalibrált anyagkártyával az adott AHSS minőséghez, előrejelzi a rugós eloszlást az alkatrész felületén. A szerszámgeometriát ezután az előre jelzett visszarugózással ellentétes irányba alakítják – ezt a folyamatot matricakompenzációnak nevezik –, így az alkatrész a szerszám nyitása után visszaugrik a névleges geometriájára. Összetett járműszerkezeti alkatrészek esetében ez a folyamat jellemzően két vagy három szimulációs-kompenzációs-próbaciklust igényel, mielőtt a szerszám geometriája a megfelelő kompenzált alakhoz konvergál.
- Űrlap utáni korlátozás: Egy erre a célra kialakított ütőállomás ütő- vagy vasalási terhelést fejt ki az alkatrész visszarugaszkodásra leginkább hajlamos részeire – jellemzően a csatornaszakaszok oldalfalaira és karimáira –, így a további rugalmas feszültséget képlékeny feszültséggé alakítja, és csökkenti a visszanyerhető visszarugózást. A DP980 visszaütő erői elérhetik az alakítóerő 150–200%-át is lágyacélban, azonos geometria esetén, ami közvetlenül befolyásolja a prés tonnatartalmának kiválasztását.
- Rajzgyöngy geometriájának optimalizálása: A növekvő húzóperem-visszatartó erő megfeszíti az anyagot a folyáshatáron túl, miközben átfolyik a peremen, így az alakítás végén nagyobb feszültségben marad. A nagyobb feszültség a szerszám nyitásánál kisebb differenciális feszültség-visszaállást és kiszámíthatóbb, egyenletesebb visszarugózást jelent, amelyet geometriailag könnyebben kompenzálhatunk. Az AHSS esetében a húzóperemek magasságát és sugarait agresszívebben hangolják, mint a lágyacélnál, és a nyersdarab tartóerejének ebből adódó növekedését figyelembe kell venni a préselési kapacitás tervezésénél.
Hogyan gyorsítja fel az AHSS a szerszámkopást és változtatja meg a szerszámkövetelményeket
Az AHSS plasztikus deformációjához szükséges alakító erők kétszer-négyszer nagyobbak, mint az azonos vastagságú lágyacéloknál, és ezek a megnövekedett erők érintkezési nyomásként közvetlenül a szerszám felületére kerülnek. Az eredmény a csiszolószerszám kopásának jelentős felgyorsulása – különösen a húzási sugarakon, a kötőanyag felületein és a vágóéleken –, ami lerövidíti a karbantartási intervallumokat és növeli az előállított alkatrészenkénti szerszámköltséget. Az enyhe acélból készült autóipari bélyegzőalkatrészeket előállító szerszámot 200 000–300 000 ütés után újra lehet csiszolni; A DP780-at alkotó szerszámgeometria ugyanazon szerszámnál 80 000–120 000 löket után újraköszörülést igényelhet, ha a matrica anyagát és a felületkezelést nem frissítik a nagyobb érintkezési nyomásnak megfelelően.
Az AHSS autóipari bélyegzőalkatrészek szerszámanyaga és felületkezelési stratégiája több specifikus módon eltér az enyhe acél gyakorlatától. Az alábbi összehasonlítás összefoglalja az általánosan alkalmazott legfontosabb frissítéseket:
| Die Component | Enyhe acél gyakorlat | AHSS gyakorlat |
| Rajzolja meg a szerszámot | Öntöttvas (GGG70L) | D2/SKD11 vagy DC53 szerszámacél |
| Rajzsugár felületkezelés | Krómozás vagy lángkeményítés | TiAlN vagy TiCN PVD bevonat (2800–3200 HV) |
| Lyukasztóanyag vágása | SKD11 58–60 HRC-nél | DC53 vagy PM szerszámacél 60–63 HRC-nél |
| Kötőanyag felületkezelés | Nincs vagy nitridál | Nitridáló PVD fedőbevonat vagy termikus permetező cermet |
| Újrakészítési intervallum | 200 000-300 000 ütés | 100 000–200 000 ütés (korszerűsített anyagokkal) |
A horganyzott AHSS kialakítása során különösen káros meghibásodási mód a galling – a munkadarab anyagának ragasztós átvitele a szerszám felületére. A horganyzott DP vagy TRIP acélon lévő cinkbevonat az AHSS alakítás magas érintkezési nyomása alatt könnyen átkerül a szerszám felületére, és a felhalmozódott cink felhalmozódik a következő alkatrészekre. A DLC (gyémántszerű szén) bevonatok bizonyították a legjobb kopásgátló teljesítményt a horganyzott AHSS esetében, mivel a DLC rendkívül alacsony felületi energiája gátolja a cink tapadását, de a DLC korlátozott hőmérsékleti stabilitását (a lebomlás 300 °C felett kezdődik) kezelni kell a megfelelő kenés biztosításával, hogy a szerszám felületi hőmérséklete e küszöb alatt maradjon a gyártás során.
Az AHSS autóipari bélyegzőalkatrészek sajtókiválasztási és mennyiségi követelményei
Az AHSS autóipari bélyegzőalkatrészekhez szükséges alakító erő közvetlen és jelentős hatással van a présválasztásra. Egy adott kerületi vágásnál a kivágási erő arányos az anyag végső szakítószilárdságával, ami azt jelenti, hogy a DP980 kivágásához körülbelül 2,5-szer akkora mennyiségre van szükség, mint a DC04 vágáshoz ugyanazon a vastagságon és kerületen. Egy nagy szerkezeti autóipari alkatrész – B-oszlop külső vagy padlóhosszirányú sín – esetében a DP980 esetében az ütközőerő önmagában elérheti a 800–1200 tonnát, ami 1500–2500 tonnás préseket tesz szükségessé, amelyek további kapacitási ráhagyást tartalmaznak a csúcsteljesítmény elkerülése érdekében. Ha egy prést folyamatosan, a névleges űrtartalom 90%-án AHSS-sel üzemeltetjük, az felgyorsítja a préskeret elfáradását, a csatlakozócsavarok kopását és a főtengely csapágykopását olyan mértékben, amilyen mértékben az enyhe acélgyártásra kalibrált karbantartási ütemtervek nem számolnak.
A szervopréstechnológia jelentős előnyöket biztosít az AHSS autóipari bélyegzőalkatrészek számára a hagyományos lendkerék-hajtású excenteres présekhez képest. Az a képesség, hogy tetszőleges nyomószár mozgási profilokat programozzon – ahelyett, hogy egy rögzített szinuszos görbét követne – lehetővé teszi a szervopréseknek, hogy lelassítsák a nyomószárat az alakítási zónán keresztül, ahol az AHSS rugózás a legérzékenyebb az alakítási sebességre, javítva a méretek konzisztenciáját. Lehetővé teszi azt is, hogy a prés egy programozható ideig az alsó holtponton maradjon, amiről kimutatták, hogy az AHSS-ben 15-25%-kal csökkenti a visszarugaszkodást az egyenértékű, tartózkodás nélkül kialakított részhez képest, mivel a tartós nyomás további feszültséglazítást tesz lehetővé a kialakított geometriában, mielőtt a szerszám kinyílik.
Melegsajtolás: Külön eljárás a legnagyobb szilárdságú autóipari bélyegzőalkatrészekhez
A forrópréses alakítás (HPF), más néven préselt keményítés vagy melegsajtolás, alapvetően eltérő gyártási megközelítést képvisel a legnagyobb szilárdságú autóipari sajtolóalkatrészek esetében – amelyeknél 1000 MPa feletti szakítószilárdságra van szükség, amelyet nem lehet hidegalakítással elérni katasztrofális visszaugrás vagy törés nélkül. A közvetlen HPF-eljárás során egy 22MnB5 bóracélból készült nyersdarabot körülbelül 900-950°C-ra (az ausztenitesítési hőmérséklet fölé) melegítenek, vízhűtéses szerszámba helyezik, lágy ausztenites állapotban alakítják ki, majd a zárt szerszámban lehűtik szabályozott hűtési sebességgel, 27°C/másodperc feletti mikroszilárdság mellett. 1500–1600 MPa a kész alkatrészben.
Ennek az autóipari bélyegzőalkatrész-gyártási infrastruktúrára gyakorolt hatása jelentős. A HPF-hez görgős kandallós kemencékre van szükség, amelyek képesek egyenletesen melegíteni a nyersdarabokat az ausztenitesítés célhőmérsékletéhez képest ±10°C-on belül, olyan átviteli rendszereket, amelyek a forró nyersdarabot a kemencéből a préselésig 7 másodpercen belül mozgatják a túlzott hőmérsékletesés megelőzése érdekében, vízhűtéses matricák, precízen megtervezett hűtőcsatorna-elrendezésekkel, amelyek elérik a kívánt kioltási sebességet az alkatrész felületén egyenletesen szabályozzák a nyomást és a préselési nyomást. 10-20 másodpercig – ahelyett, hogy a formázás után azonnal kinyílna. Az ebbe az infrastruktúrába fektetett beruházás nagyságrenddel nagyobb, mint az egyenértékű alkatrészméretű hagyományos hidegsajtoló soré, de ez az egyetlen olyan eljárás, amely megbízhatóan állítja elő azokat az 1500 MPa szakítószilárdságú alkatrészeket, amelyeket a modern járműbiztonsági szerkezetek megkövetelnek a behatolás szempontjából kritikus helyeken.
Az AHSS-re és a HPF-re áttérő autóipari bélyegzőalkatrész-gyártók számára a legfontosabb működési valóság az, hogy az anyagismeretnek, a szimulációs képességnek, a szerszámberuházásnak és a préstechnológiának együtt kell fejlődnie. Egy elem elkülönített korszerűsítése – például az AHSS-re való áttérés a sajtolószerszámok vagy a présmennyiség korszerűsítése nélkül – következetesen kiábrándító eredményeket ad a szerszám élettartamában, az alkatrészminőségben és a gyártási stabilitásban. Az AHSS autóipari bélyegzőalkatrészek gyártását elsajátító gyártók az anyagválasztást, a formázási szimulációt, a szerszámtervezést, a felületkezelést és a présprogramozást integrált mérnöki rendszerként kezelik, nem pedig független döntések sorozataként.

Előző bejegyzés
Mi a különbség a hagyományos és a szimulációra optimalizált autóipari bélyegző szerszámok között?
Következő bejegyzés
Miért igényelnek szigorúbb tűréseket az elektronikus bélyegző szerszámok, mint a háztartási készülékek bélyegzőszerszámai?
A miénk Termékek.
Indítsa el vállalkozását egy OEM gyártóval itt!
Teljes körű kulcsrakész megoldásokat biztosít a globális ügyfelek számára
keresztül
innováció!
GYORSLINKEK
HÍREK
ELÉRHETŐSÉG.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
Szerzői jog © Suzhou Shuangqisi Mold Equipment Co., Ltd. Minden jog fenntartva. Egyedi bélyegző szerszám Fémbélyegző szerszámgyártók
