-
Autóülések bélyegző alkatrészei
Az autóülések bélyegzőalkatrészei az autóülések...
-
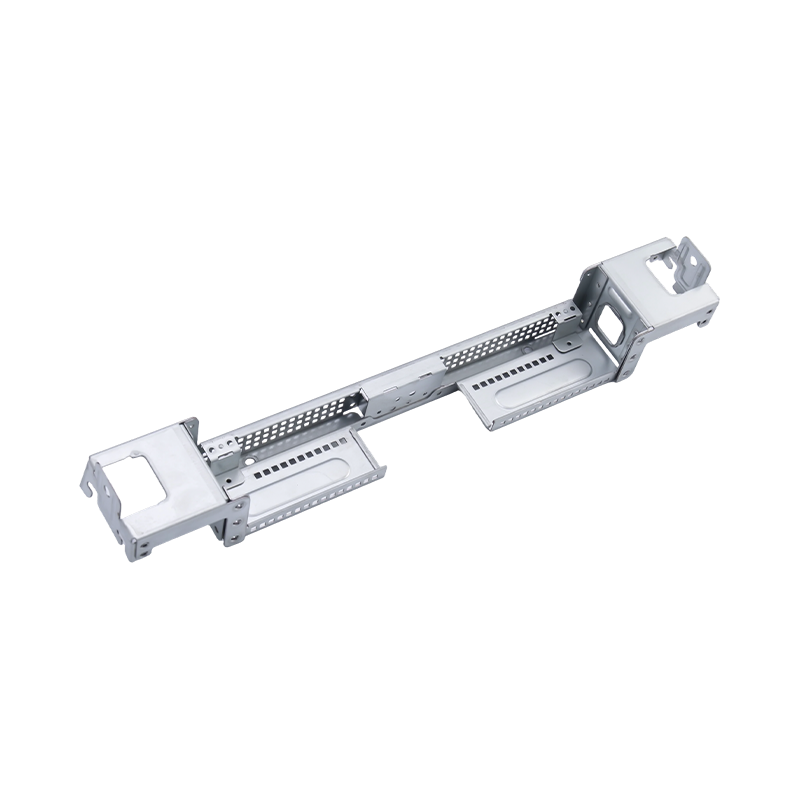
Csúcskategóriás nagy számítógépes bélyegzőalkatrészek
Csúcskategóriás nagyméretű számítógépes bélyegz...
-
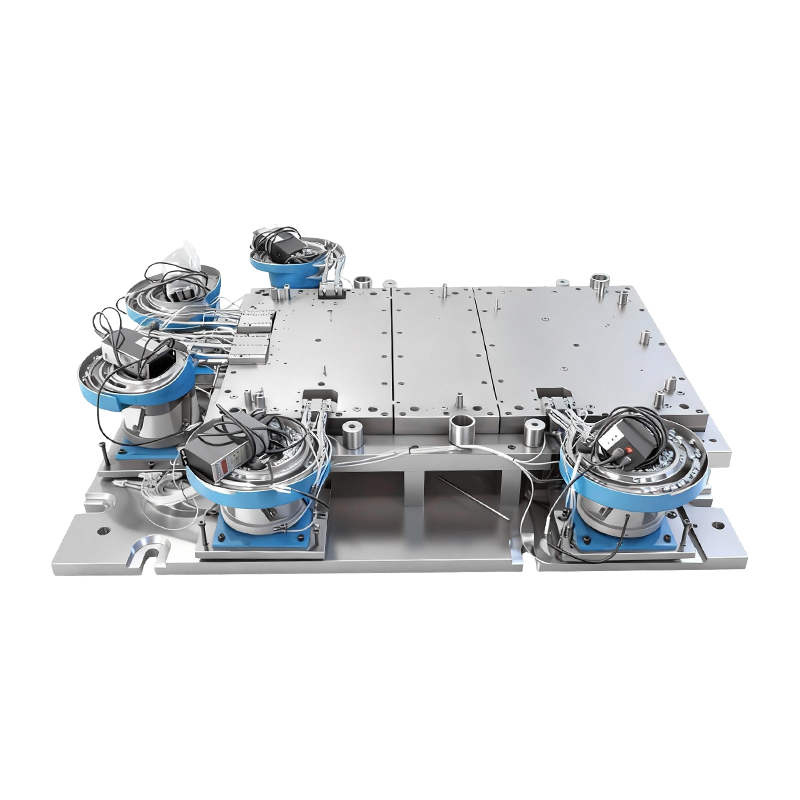
Automatikus szegecselő forma nagy számítógépes gépalaphoz
Ez az automatikus szegecselőforma nagy számítóg...
-
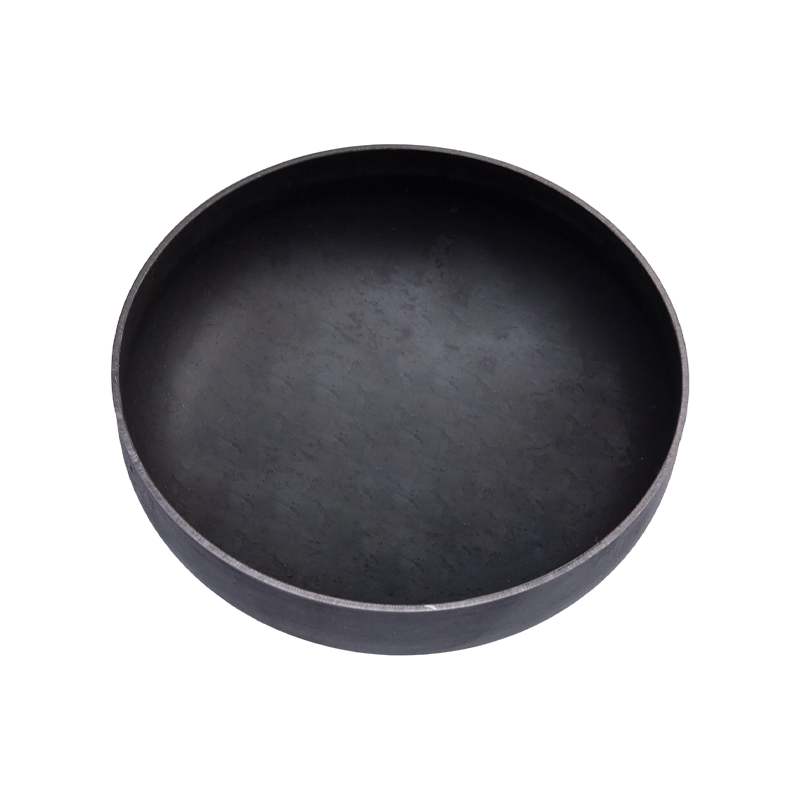
Gáztartály végén bélyegző alkatrészek
A gáztartály végének bélyegző részei az autóipa...
-
Laptop bélyegző alkatrészek
Laptopbélyegző alkatrészeink precíziós gyártású...
-
Csúcskategóriás sütőbélyegző alkatrészek
Csúcskategóriás sütőbélyegző alkatrészeink prec...
Ipari hírek
Otthon / Hírek / Ipari hírek / Autóülések bélyegzőalkatrészei: nagy pontosságú gyártás, teherhordó csapágyak és anyagválasztás
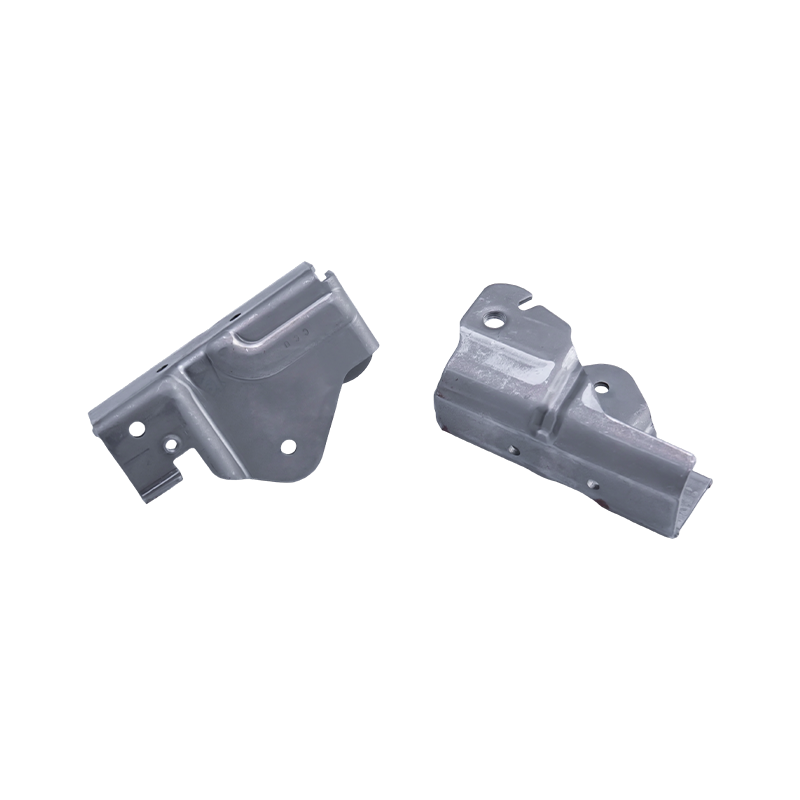
Autóülések bélyegzőalkatrészei: nagy pontosságú gyártás, teherhordó csapágyak és anyagválasztás
2026-06-04
Az autóajtó paneljének egy síkban kell illeszkednie és jól kell kinéznie. Az üléskeret-bélyegzésnek lényegesen többre van szüksége: el kell viselnie az utas statikus súlyát több százezer cikluson keresztül, el kell nyelnie az erős fékezés és a durva utak dinamikus erőit, és kellően pontosan meg kell tartania geometriáját ahhoz, hogy a biztonsági öv rögzítése, a támasztómechanizmus és a csúszósín mindegyike megfelelően összeálljon és megfelelően működjön. A szerkezeti, kifáradási és méretbeli követelmények kombinációja ezt teszi autóülések bélyegzőalkatrészei a legigényesebb alkatrészek közé tartozik a precíziós fémbélyegző – és egyértelműen jelzi a gyártó mérnöki mélységét.
Ez a cikk azt az öt mérnöki méretet vizsgálja, amelyek meghatározzák, hogy az üléskeret-bélyegzés megbízhatóan teljesít-e a jármű teljes élettartama alatt: tűréskövetelmények, anyagválasztás, matrica pontossága, terhelési teljesítmény és több járművel való kompatibilitás.

Miért tűnnek szigorúbb tűréshatárok az autóülések bélyegzésére szolgáló alkatrészeknek, mint a legtöbb karosszériaelem
A karosszériaelemek bélyegzését elsősorban a felület megjelenése és illeszkedése alapján értékelik. 0,5 mm-rel túl széles rés látható; a 0,3 mm-rel túl szűk rés összeszerelési zavart okoz. Mindkettő elfogadhatatlan, de egyik sem biztonsági probléma. Az üléskeret-bélyegzések alapvetően eltérő meghibásodási módban működnek: a szerkezeti alkatrész mérethibája csökkent teherbírásba, rosszul illeszkedő biztonságkritikus interfészekbe és idő előtti kifáradásos repedésbe terjed.
Vegye figyelembe a fekvőtámasz-mechanizmus tartókonzolját. A csavarfuratokat egy milliméteres pontossággal kell elhelyezni, hogy a fekvőtámasz egyenletesen illeszkedjen a rögzítőfogaihoz a teljes beállítási ívben. Az eltolt furatmintázat excentrikus terhelést hoz létre a reteszelő mechanizmuson – ez nem azonnal látható, de az ülés élettartama során fokozatosan csökken. Ugyanez a logika vonatkozik a csúszósín rögzítési pontjaira, amelyeknek szimmetrikusan kell elosztaniuk az utas terhét mindkét sín között; Bármilyen aszimmetria a feszültséget egyetlen rögzítésnél koncentrálja, és felgyorsítja a kopást vagy a kifáradást.
A tolerancia szabvány a az autóipari biztonsági szabványok szerint gyártott autóülések bélyegzőalkatrészei ezért szigorúbb, mint az általános karosszéria-bélyegzés – és nem csak az első cikkellenőrzéskor, hanem a gyártás során is érvényesül, mivel a korai és késői gyártási alkatrészek közötti eltérések befolyásolják az összeszerelősor teljesítményét és a sor végének beállítási idejét.
Nagy szilárdságú acél vs. alumíniumötvözet: A megfelelő anyag kiválasztása az üléskeret bélyegzéséhez
Az üléskeret bélyegzésére vonatkozó anyagi döntés nem a teljes ülésre alkalmazott egyetlen választás – ez egy alkatrészenkénti optimalizálás, amely egyensúlyt teremt a szilárdsági követelmények, a formázási összetettség, a súlycélok és a költségek között.
Nagy szilárdságú acél továbbra is a domináns anyag a szerkezeti üléskeret-elemeknél. A 600–1500 MPa szakítószilárdságú fejlett nagyszilárdságú acélok (AHSS) biztosítják a fekvőtámasz tartókhoz, az ülőfelület megerősítéséhez és az üléstámla kereteihez szükséges folyáshatárt ahhoz, hogy maradandó alakváltozás nélkül ellenálljanak az autóülések biztonsági szabványaiban előírt 530 Nm hátrafelé irányuló nyomatékterhelésnek. Az anyag nagy merevsége ellenáll azoknak a hajlító nyomatékoknak is, amelyek akkor keletkeznek, amikor frontális ütközés során a biztonsági öv terhelése áthalad az ülésvázon. A kompromisszum az, hogy a nagyszilárdságú acélok jobb szerszámozást igényelnek – nagyobb préselési tonnatartalom, precíziós szerszámanyagok és gondos nyersdarabtartó erőkezelés –, mivel az enyhe acélhoz képest csökkentett flexibilitásuk kevesebb formázási hibát hagy a repedés előtt.
Alumínium ötvözet Egyre gyakrabban olyan ülésalkatrészekhez írják elő, ahol a súlycsökkentés a prioritás, különösen az elektromos járművek esetében, ahol a hatótávolság indokolja a magasabb anyag- és szerszámköltséget. Az alumínium üléskeret-bélyegzés 30-40%-kal csökkentheti az alkatrész tömegét az acél megfelelőekhez képest. A kihívás az, hogy az alumínium alacsonyabb folyáshatára általában vastagabb szakaszokat vagy tervezési megerősítést igényel az egyenértékű szerkezeti teljesítmény eléréséhez – ami részben ellensúlyozza a súlyelőnyt. Az alakítás közbeni nagyobb visszaugrása pontosabb szerszámkompenzációt és szorosabb folyamatszabályozást is igényel a méretpontosság fenntartása érdekében.
A gyakorlatban az ülésszerelvények gyakran kombinálják a kettőt: nagy szilárdságú acél az elsődleges terhelési útvonalakhoz (hátsó keret, fekvőtámasz konzolja, biztonsági öv rögzítésének megerősítése) és alumíniumötvözet másodlagos szerkezetekhez, ahol a súlycsökkentés egyértelmű előnyökkel jár, és a csúcsterhelések kisebbek (párnalemez oldalsó elemei, fejtámla vezetőtartói).
Hogyan határozzák meg a nagy pontosságú bélyegzési szerszámok a teherbírást
A préselt ülésvázrész mechanikai tulajdonságait részben az alapanyag, részben maga a sajtolási folyamat határozza meg. Az a matrica, amely inkonzisztens falvastagságot hoz létre – az egyenetlen nyersdarabtartó erő, a kopott ütési sugarak vagy a lyukasztó és a szerszám közötti pontatlan hézag miatt – helyi elvékonyodást hoz létre a bélyegzett részben. Ezek a vékony zónák feszültségkoncentrációkká válnak: az első helyen, ahol statikus túlterhelés hatására engednek, és a kifáradási repedések keletkezési helyei ciklikus terhelés esetén.
Ez a közvetlen mechanikai kapcsolat között présszerszám-precíziós és ülékbélyegzés teherbírása . A kritikus alakítófelületeken 0,002 mm-es pontossággal megmunkált sajtolószerszám egyenletes falvastagságú alkatrészeket állít elő a teljes húzási mélységben. Az utasok terhelése egyenletesen oszlik el a szakaszon, az üzemi feszültségek jóval az anyag kifáradási határa alatt maradnak, és az alkatrész megfelel a tervezett élettartamnak. A kopott vagy pontatlanul megmunkált sugarú szerszám olyan részeket eredményez, ahol a vékonyodás koncentrálódik, a helyi feszültségek megnövekednek, és a kifáradási élettartam lecsökken – gyakran anélkül, hogy a rutin ellenőrzéssel kimutatható méretbeli eltérések mutatkoznának.
Az élek minőségének ugyanaz a jelentősége. A tompa vagy rosszul felszerelt szerszámok lyukasztott élein lévő sorja és mikrorepedések repedés keletkezési helyként szolgálnak. Normál vezetés ciklikus terhelése alatt – útvibrációk, ülésbeállítási ciklusok, utasok be- és kiszállása – ezek az élhibák az alapanyag kifáradási repedéseibe továbbterjednek. A precíziós szerszámozással előállított sima, jól alátámasztott nyíróélek kiküszöbölik ezt a meghibásodási módot.
Mert autóipari és elektromos járművek mélyhúzó szerszámai az ülésváz alkatrészekhez , a szerszámok tervezési és gyártási minősége ezért nem választható el az általa gyártott alkatrészek szerkezeti teljesítményétől.
Statikus és dinamikus terhelési teljesítmény: mit kell kibírnia az ülésbélyegző alkatrészeknek
Az üléskeret-bélyegzések három különálló terhelési kategóriát hordoznak, amelyek mindegyike eltérő hatással van a tervezésre és az anyagspecifikációra.
Statikus terhelések az utas tartós súlyát képviselik – jellemzően 75–100 kg egyetlen utas esetében, folyamatosan hatva az üléspárnán és a háttámlán keresztül. Ezek a terhelések határozzák meg azt a minimális keresztmetszetet és anyagfolyáshatárt, amely a normál használat során a maradandó alakváltozás elkerüléséhez szükséges. A statikus terhelési teljesítményt egyszerűen lehet tesztelni és ellenőrizni, és a legtöbb „statikus túlterhelésnek” tulajdonított ülésbélyegzési hiba valójában kifáradási hiba, amely egy ideje felgyorsul a látható deformáció megjelenése előtt.
Dinamikus terhelések a jármű gyorsulásából, fékezéséből, kanyarodásából és az útfelület egyenetlenségeiből erednek. Erős fékezéskor 1g-os lassulásnál a 75 kg-os utas előremeneti tehetetlensége hozzávetőlegesen 750 N terhelést generál az üléstámlán keresztül a fekvőtámasz-mechanizmusba és a háttámlára. Egyenetlen útfelületen 2–3 g-os függőleges gyorsulás lehetséges, az üléskeret 1–20 Hz-es frekvencián, több ezer órán keresztül a jármű élettartama alatt. A rezgésállóság – a bélyegzett szerkezet azon képessége, hogy megőrizze geometriáját és mechanikai tulajdonságait e ciklikus terhelés mellett – olyan teljesítménydimenzió, amelyet gyakran alulbecsülnek a kezdeti tervezési felülvizsgálatok során, de láthatóvá válik a hosszú távú tartóssági vizsgálatok során.
Összeomlási terhelések a legrosszabb esetet képviselik. 50 km/h sebességű frontális ütközés esetén a biztonsági öv terhelésével az üléskeretnek át kell adnia az utas mozgási energiáját a jármű szerkezetébe anélkül, hogy eltörhetne vagy lehetővé tenné az ülés elmozdulását, ami az utas sérülését okozhatja. Ezek a terhelések egy nagyságrenddel nagyobbak, mint a dinamikus vezetési terhelések, és a biztonsági öv horgonyában, a hátsó keretben és a csúszósín-reteszelő mechanizmusban lévő nyomott részek mind az elsődleges terhelési útvonalon vannak.
Mindhárom terhelési kategória egyidejű teljesítése megköveteli, hogy a bélyegzési folyamat a méretpontosságot és a konzisztens mechanikai tulajdonságokat egyaránt biztosítsa – ezért az anyag nyomon követhetősége és a gyártási vastagság-ellenőrzés szabvány követelmény az autóülés-alkatrészek ellátási láncaiban.
Több jármű kompatibilitási és OEM méretpontossági követelmények
Egyetlen ülésbélyegző beszállító ritkán szolgál ki egyetlen járműplatformot. Az OEM vásárlók és a Tier 1 ülésgyártók olyan bélyegzett alkatrészeket szereznek be, amelyeknek több járműsorhoz kell illeszkedniük, gyakran eltérő mérettel, szerelési konfigurációkkal és biztonsági terhelési követelményekkel. Ennek a többplatformos összetettségnek a kezelése a növekvő szerszámköltségek nélkül az egyik olyan alapvető kompetencia, amely elválasztja a képes bélyegző beszállítókat az árufeldolgozóktól.
A több járművel való kompatibilitás alapja a méretpontosság az egyes jellemzők szintjén – nem csak a teljes alkatrészgeometria. A ±0,15 mm-es vagy ennél szűkebb furathelyzet tűrések a rögzítési és elhelyezési jellemzőknél biztosítják, hogy ugyanaz a bélyegzett alkatrész megfelelően illeszkedjen a különböző üléskeret-architektúrákba anélkül, hogy kézi beállítást vagy utómunkát igényelne. Ez a pontossági szint csak akkor érhető el, ha a szerszámot megfelelő nullapont-referenciákkal tervezték, szigorú jellemzőtűrésekre vannak megmunkálva, és a gyártás megkezdése előtt az ügyfél CAD-modellje alapján végzett teljes első cikk-ellenőrzéssel érvényesítik.
Az egyedi szerszámtervezés ebben az összefüggésben nem általános költség – ez az a mechanizmus, amellyel a méretpontosság és a több járművel való kompatibilitás érhető el. A kifejezetten az alkatrész geometriájához tervezett szerszámok, amelyek a jellemzők pozíciói és hézagai megfelelnek az alkatrész alakítási követelményeinek, következetesen megfelelően összeszerelhető alkatrészeket állít elő. Az általános vagy módosított szerszámok folyamatos szortírozást, illesztést vagy beállítást igényelnek az elfogadható méretteljesítmény fenntartásához.
A autóipari bélyegző alkatrészek teljes választéka az SQS-nél házon belül tervezett és gyártott matricákból készül, biztosítva, hogy minden ügyfél járműplatformjának méretigényét már a kezdetektől beépítik a szerszámokba, nem pedig a gyártás során.
Az SQS integrált szerszám- és alkatrészgyártási előnye az ülésbélyegzésekhez
A conventional supply chain for automotive seat stampings separates die manufacturing from part production: a tooling shop builds the die, qualifies it, and transfers it to a stamping house that runs production. At each handoff, information about why the die was designed a specific way — the forming sequence, the blank holder force settings, the die clearance compensation for springback — is partially lost. Production engineers optimize for throughput rather than for the part characteristics the die designer intended.
A Suzhou Shuangqisi Mold Equipment Co., Ltd. mindkét funkciót egy fedél alatt működteti. Ugyanaz a mérnöki csapat, amelyik az üléskeret-alkatrészek sajtolószerszámát tervezi, az alkatrészeket gyártó prést is működteti. Amikor méretbeli eltolódás jelenik meg a gyártás során – ahogyan a fokozatos kopás következtében a matrica élettartama alatt is –, a válasz egy informált szerszámkorrekció, nem pedig egy folyamatkerülő megoldás. Az eredmény egyenletesebb alkatrészminőség a gyártás során, és gyorsabb út a kiváltó okhoz, ha nem megfelelőség lép fel.
Az SQS gyártási infrastruktúrája támogatja ezt az integrációt az autóülések bélyegzésének precíziós szintjén. A Japánból beszerzett huzalos szikraforgácsoló gépek 0,002 mm-es megmunkálási pontosságot érnek el a szerszám jellemzőinél, így biztosítva, hogy a falvastagságot, az élminőséget és a furat helyzetét meghatározó alakítófelületek az alkatrésztervezés által megkövetelt tűrésekhez igazodjanak. A 80T-tól 400T-ig terjedő présflotta lefedi az üléskeret-bélyegzési geometriák teljes skáláját, a kis tartóelemektől a teljes háttámla szerkezetekig. Az OEM ügyfelek és Tier 1 autóipari beszállítók kiszolgálásában szerzett több mint 15 éves tapasztalattal, valamint a szerszámtervezés, gyártás és minőségbiztosítás terén elkötelezett 60 fős műszaki személyzettel rendelkező SQS biztosítja azt a mérnöki mélységet, amelyet az ülésváz-bélyegzési programok megkövetelnek.
Mert OEM supply inquiries, custom die development, or technical specification review, contact SQS directly.
Előző bejegyzés
Fémbélyegző alkatrészek háztartási gépekhez: anyagok, precíziós és egyedi megoldások
Következő bejegyzés
Mélyhúzó szerszámkialakítás: lyukasztás, matrica, hasadék és többlépcsős redukciós útmutató
A miénk Termékek.
Indítsa el vállalkozását egy OEM gyártóval itt!
Teljes körű kulcsrakész megoldásokat biztosít a globális ügyfelek számára
keresztül
innováció!
GYORSLINKEK
HÍREK
ELÉRHETŐSÉG.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
Szerzői jog © Suzhou Shuangqisi Mold Equipment Co., Ltd. Minden jog fenntartva. Egyedi bélyegző szerszám Fémbélyegző szerszámgyártók
