-
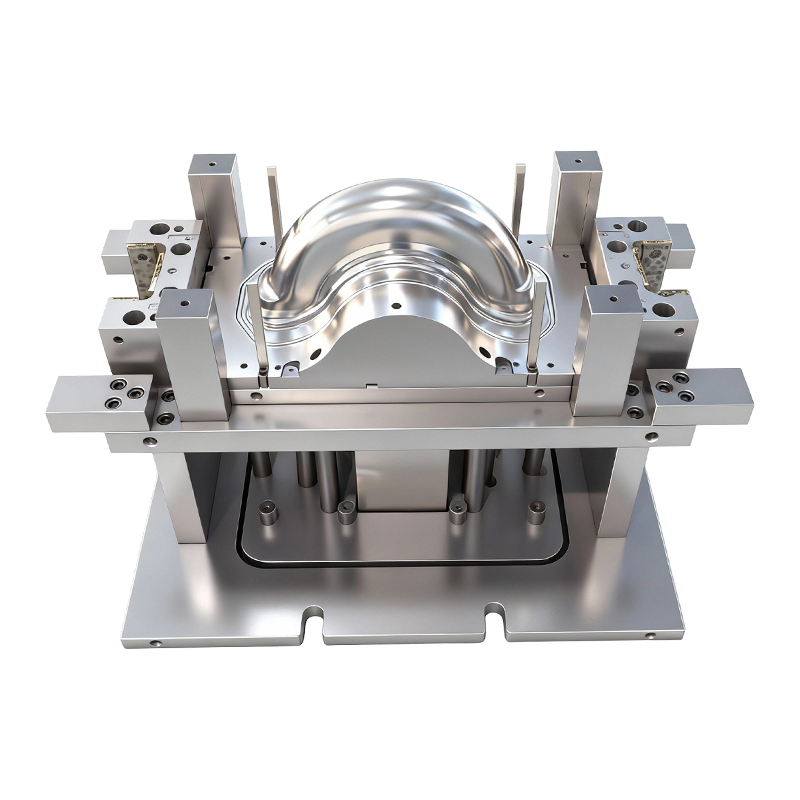
Mélyhúzó forma kétkerekű elektromos járművek első és hátsó kerekeihez
Ez a mélyhúzó forma kétkerekű elektromos járműv...
-
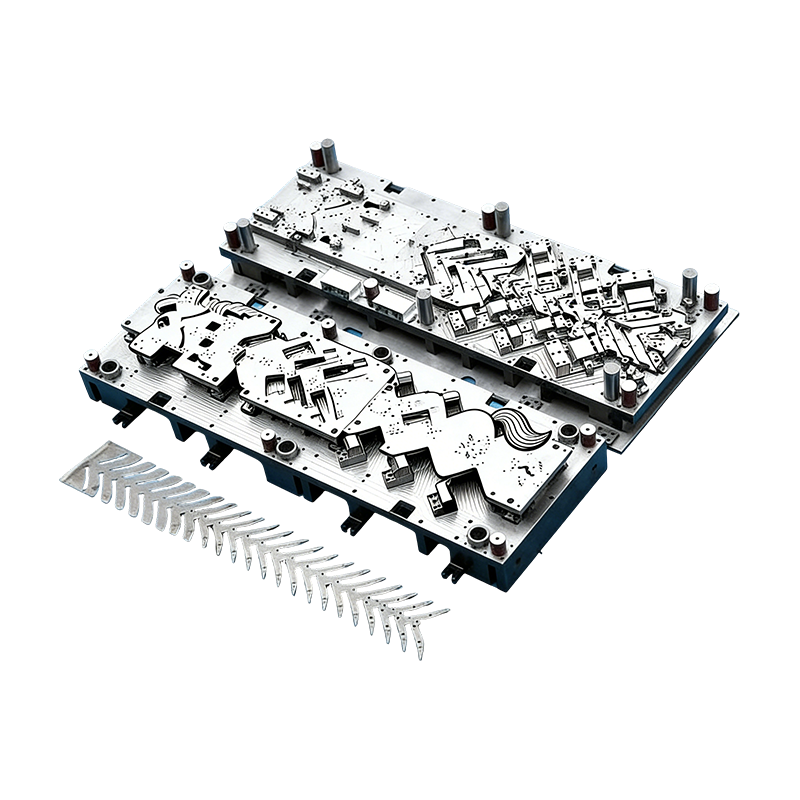
Progresszív öntőformák autóalkatrészekhez
Ezt az autómotorházhoz való folyamatos öntőform...
-
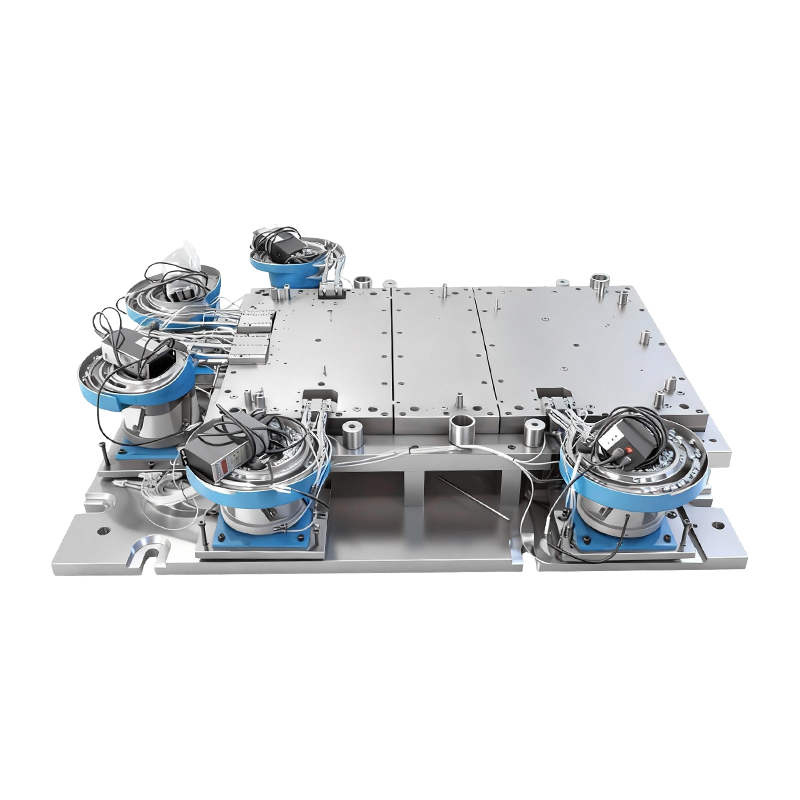
Automatikus szegecselő forma nagy számítógépes gépalaphoz
Ez az automatikus szegecselőforma nagy számítóg...
-
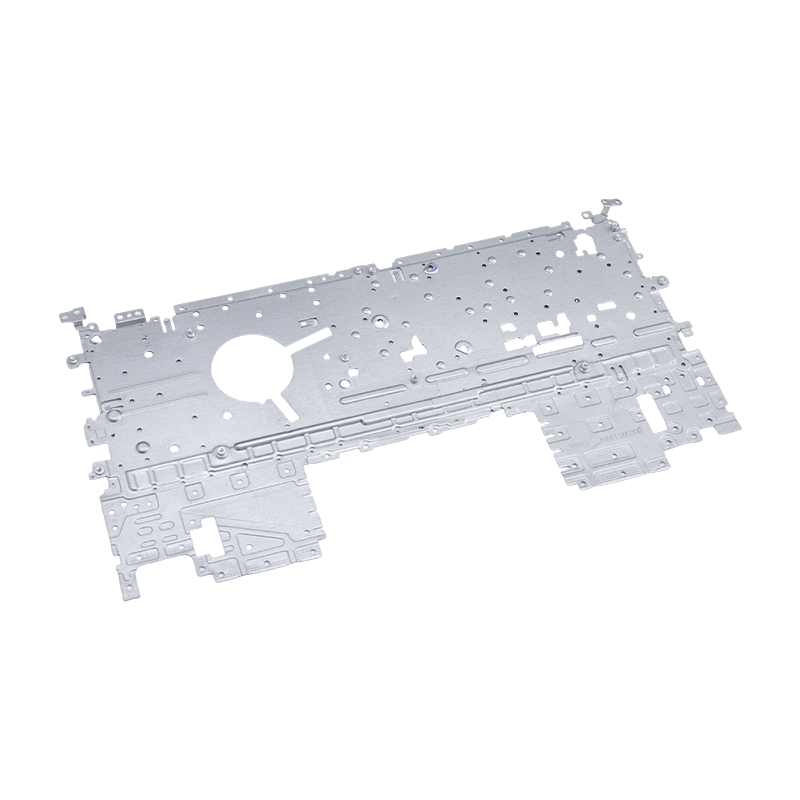
Laptop bélyegző alkatrészek
Laptopbélyegző alkatrészeink precíziós gyártású...
-
Csúcskategóriás sütőbélyegző alkatrészek
Csúcskategóriás sütőbélyegző alkatrészeink prec...
-
Csúcskategóriás nagy számítógépes bélyegzőalkatrészek
Csúcskategóriás nagyméretű számítógépes bélyegz...
Ipari hírek
Otthon / Hírek / Ipari hírek / Mélyhúzó szerszámkialakítás: lyukasztás, matrica, hasadék és többlépcsős redukciós útmutató
Mélyhúzó szerszámkialakítás: lyukasztás, matrica, hasadék és többlépcsős redukciós útmutató
2026-05-20
Fémlemez, amely lapos nyersdarabként lép be a szerszámba, és varrat nélküli, üreges alkatrészként lép ki – ez az átalakulás teljes mértékben attól függ, hogy milyen jól van megtervezve a szerszám. A mélyhúzó szerszámtervezés nem egyetlen döntés, hanem mérnöki döntések láncolata, amelyek mindegyike vagy megnyitja vagy bezárja azt az ablakot, amelyben a sikeres formázás megtörténhet. A rosszul meghatározott ütési sugár, egy alulméretezett üres tartó vagy egy rosszul kiszámított hézag teljesen összecsukhatja az ablakot, és nagy mennyiségben repedt vagy ráncos törmeléket eredményezhet. Az alábbi szakaszok végigvezetik az összes fő tervezési változót, és elmagyarázzák, hogy mindegyik mit vezérel.
Mit irányít valójában a Deep Drawing Die Design
A mélyrajzoló szerszámkészletnek három elsődleges tagja van: a lyukasztó, a matrica és az üres tartó. A lyukasztó a lapos nyersdarabot a szerszámüregbe nyomja. A szerszám meghatározza a kész alkatrész külső geometriáját. A nyersdarab tartó a nyersdarab karimájához nyomódik, hogy szabályozza, hogy mennyi anyag kerüljön az üregbe a löket során.
Minden tagot a többihez viszonyítva kell megtervezni. A lyukasztó átmérője meghatározza a kihúzott csésze belső átmérőjét; A szerszám átmérője nagyobb a munkahézag mértékével. Az üres tartó a kettő között helyezkedik el, és az egész löket során érintkezési nyomást tart fenn a karimán. Ha a három komponens közötti kapcsolat megfelelő, a fém befelé és lefelé áramlik anélkül, hogy ráncosodna a karimán vagy megrepedne a lyukasztó orránál. Ha bármely kapcsolat hibás, azonnal megjelenik a két hibamód egyike.
Nagy mennyiségű gyártáshoz, autóipari minőségű mélyhúzó szerszámkészletek további követelményekkel egészül ki: hosszabb szerszámélettartam, szoros alkatrész-konzisztencia és kompatibilitás az automatizált átviteli rendszerekkel. Ezek a követelmények felerősítik az alábbiakban leírt tervezési döntések fontosságát.
Lyukasztó- és szerszámgeometria: honnan származik az alkatrész alakja
A lyukasztó orr-sugár és a szerszám belépési sugara a két legkövetkezményesebb geometriai paraméter a mélyhúzó szerszámok tervezésénél. Mindkettő szabályozza, hogy a fém hogyan hajlik meg, amikor átmegy a lapos nyersdarabból a rajzolt falba.
Ütés orr sugara az anyagvastagság négy-nyolcszorosa közé van beállítva a szabványos acéloknál. A túl kicsi sugár a húzófeszültséget a kanyarban koncentrálja, elősegítve az elvékonyodást és az esetleges törést. A túl nagy sugár lehetővé teszi, hogy a fém meghajoljon, mielőtt a szerszám fala befogná, és ráncokat hoz létre a falon.
A bemeneti sugár – néha kocka saroksugárnak is nevezik – szabályozza azt az ellenállást, amellyel a nyersdarab ütközik, amikor a kocka élére húzzák. A jól polírozott, megfelelő méretű szerszámsugár csökkenti a súrlódást és lehetővé teszi az anyag zökkenőmentes áramlását az üregbe. Az általános gyakorlat ezt a sugarat az anyagvastagság négy-tízszeresére határozza meg, a húzási aránytól és az anyag rugalmasságától függően. Az alulméretezett sugarak növelik a szakadás kockázatát; A vékony anyagok túlméretezett sugarai támasztatlan fesztávokat hoznak létre, amelyek ráncokká görbülnek.
A négyzet- vagy téglalap keresztmetszetű alkatrészeknél a saroksugár egyedi figyelmet igényel. A sarkok a nyomófeszültséget koncentrálják az alakítás során, és a nagy saroksugarak – jellemzően nagyobbak, mint az egyenértékű kerek részek esetében – mélyebb húzást tesznek lehetővé egyetlen műveletben a sarok ráncosodása nélkül.
Munkahézag a ütés és a szerszám között
A hézag a lyukasztó és a szerszám fala közötti sugárirányú rés. A húzás során a fémnek át kell jutnia ezen a résen, és befelé áramolva jellemzően kissé megvastagodik. A hézagnak alkalmazkodnia kell ehhez a megvastagodáshoz anélkül, hogy a fémet olyan szorosan összenyomná, hogy a súrlódás pusztító szintre emelkedjen, és anélkül, hogy akkora hely maradna, hogy a fém oldalirányban fal ráncokká görbüljön.
A legtöbb alacsony széntartalmú acél esetében az anyagvastagság oldalanként 1,07-1,15-szöröse közötti munkahézag az elfogadott kiindulási tartomány. A keményebb vagy vastagabb anyagoknál szükség lehet a tartomány felső határára. A vékonyabb anyagok és a falvastagság szűkebb tűrése az alsó vég felé tolja a mintát. Progresszív szerszámrendszerek többállomásos autóipari progresszív mélyhúzó szerszámok ugyanazt a logikát alkalmazza minden egymást követő állomáson, a hézag jellemzően szűkül, ahogy a csésze átmérője csökken, és a fal egyenletessége kritikusabbá válik.
Az anyagválasztás és annak hatása a szerszámtervezésre
A szerszámtervező nem választhatja meg az alkatrész anyagát, de az anyag tulajdonságai határozzák meg, hogy mely tervezési paraméterek kivitelezhetők. A fémlemez két tulajdonsága különösen fontos: a deformációs keményedési kitevő (n-érték) és a képlékeny alakváltozási arány (r-érték, más néven Lankford-együttható).
A magas n-érték azt jelenti, hogy az anyag gyorsan megkeményedik, ahogy nyúlik, így a deformáció egyenletesebben oszlik el a nyersdarabon. Ez agresszívabb húzási arányokat tesz lehetővé a törés előtt. A magas r-érték azt jelenti, hogy az anyag ellenáll az átmenő vastagság irányában történő elvékonyodásnak, és előnyösen a lap síkjában folyik – pontosan az, amit a mélyhúzás megkövetel. A nagy r-értékű anyagokat nagyobb mélység-átmérő arányra lehet húzni, mielőtt elérné a lyukasztóorr-törési határt.
Gyakorlati szempontból az 1,8 feletti r-értékkel rendelkező intersticiális mentes (IF) acél mélyebb egyszeri húzási mélységgel és nagyobb kivágás-lyukasztási átmérő arányú szerszámkialakítást tesz lehetővé, mint a hagyományos alacsony szén-dioxid-kibocsátású acél 1,0 körüli r-értékekkel. Az alumíniumötvözetek r-értékei általában 1,0 alattiak, ami azt jelenti, hogy az alumíniumhoz használt szerszámkialakításoknak jobban kell támaszkodniuk a többlépcsős húzáscsökkentésre és a nyersdarabok gondosabb vezérlésére, hogy azonos pohármélységet érjenek el. Ugyanezek az elvek vonatkoznak a tervezésre is precíziós autóipari bélyegző alkatrészek ahol a szűk mérettűrések megnehezítik az anyagok változékonyságának kihívásait.
Többlépcsős húzáscsökkentés: ha egy művelet nem elég
Ha a kész alkatrész megkívánt mélység-átmérő aránya meghaladja azt, amit egyetlen húzással biztonságosan el lehet érni – jellemzően 2,0–2,2 húzási arány a legtöbb acél esetében –, a tervezésnek több húzási szakaszt kell tartalmaznia. Mindegyik fokozat csökkenti a csésze átmérőjét, miközben növeli a magasságát, és minden szakasznak saját lyukasztója, matricája és üres tartója van.
Az első húzás a lapos nyersdarabot az anyag által megengedett maximális húzási arányra viszi. A későbbi újrahúzások a már kialakított csészén működnek, és szakaszonként 1,2-1,4 húzási arányt érhetnek el, mivel a peremnél lévő fém már részben megedzett, és kisebb az erős ráncosodás veszélye. A szakaszok közötti izzításra szükség lehet a gyorsan keményedő anyagoknál, hogy a következő redukció előtt helyreállítsák a rugalmasságot.
| Draw Stage | Tipikus maximális húzási arány | Megjegyzések |
|---|---|---|
| Első sorsolás | 1,8 – 2,2 | Az r-értéktől és a nyersdarab vastagságától függ |
| Második sorsolás (újrahúzás) | 1,2 – 1,4 | Alacsonyabb kockázat az előzetes munkaedzésnek köszönhetően |
| Harmadik döntetlen és tovább | 1,1 – 1,3 | A szakaszok között hőkezelésre lehet szükség |
A többlépcsős tervezés növeli a szerszámköltséget és a préselési időt, de gyakran ez az egyetlen út a szükséges alkatrészgeometriához. Az egylépcsős és a többlépcsős megközelítések közötti gazdasági összehasonlítás szorosan kapcsolódik a termelési mennyiséghez – ezt a tényezőt részletesebben a cikkben tárgyaljuk. a fémbélyegző és a mélyhúzó alkatrésztermékek közötti költségkülönbségek .

Rajzolj gyöngyöket és a kötőanyag nyomását: Az anyagáramlás finomhangolása
A húzógyöngyök a kötőanyag (üres tartó) felületébe megmunkált magasított gerincek. Ahogy a nyersdarab elcsúszik rajtuk a húzólöket során, hajlítási és hajlítási deformációt okoznak, ami további ellenállást hoz létre az anyagáramlással szemben. A húzóperemek magasságának, szélességének és helyzetének változtatásával az üres kerület körül a szerszámtervező szabályozhatja, hogy az egyes pontokon mennyi anyag kerüljön a szerszám üregébe – elirányítva az áramlást a szakadásra hajlamos területekről, és olyan területek felé, amelyek egyébként ráncosodnának.
A húzóperemek pozicionálása különösen fontos a nem tengelyszimmetrikus alkatrészeknél, például az autókarosszéria paneleknél, ahol a nyersdarab kerületének különböző szakaszai nagyon eltérő áramlási ellenállást igényelnek. Nagy, sík felületű részek, amelyeket mély húzások vesznek körül gyakran húzógyöngyökre van szükség, hogy megakadályozzák a sík területek felületi torzulását a kötőanyag alatt.
A kötőanyagnyomás kiegészíti a húzóperem kialakítását. A kötőanyagnak elegendő erőt kell kifejtenie ahhoz, hogy a karima ne görbüljön meg ráncokká, de nem annyira, hogy megakadályozza az anyag üregbe való áramlását – ami a csésze falában a húzófeszültséget a törésig növelné. A megfelelő kötőanyagnyomás tehát egy folyamatablakon belül van, amelynek határait az alatta lévő gyűrődési határ és a feletti törési határ határozza meg. A sorozat következő cikke azzal foglalkozik, hogy a húzási arány és az üres tartóerő hogyan hatnak egymásra az ablak meghatározásában és vezérlésében.
Kenés és szerszámfelület kikészítése
A súrlódás a szerszám belépési sugaránál és a nyersdarab tartó felületénél közvetlen hatással van a csésze fala által hordozott húzófeszültségre. A nagyobb súrlódás nagyobb falfeszültséget jelent – ami közelebb viszi a folyamatot a törési határhoz. A hatékony kenés csökkenti ezt a feszültséget és kiszélesíti a folyamat ablakát.
A vágószerszám felületkezelése kölcsönhatásba lép a kenéssel. A polírozott szerszám sugara Ra 0,4 µm alatti felületi érdesség esetén lehetővé teszi, hogy a kenőanyag egyenletes filmet képezzen, csökkentve a súrlódási változékonyságot. Az érdes vagy karcos felületek egyenetlenül felfogják a kenőanyagot, és helyi feszültségkoncentrációkat hoznak létre, amelyek a vártnál kisebb falfeszültségeknél törést okozhatnak.
A kenőanyag kiválasztása a húzott anyagtól függ. Az alacsony széntartalmú acélok sokféle kenőanyagot elviselnek, a könnyű húzóolajoktól a nehéz EP (extrém nyomású) vegyületekig. Az alumíniumötvözetek olyan kenőanyagokat igényelnek, amelyek nem lépnek reakcióba a fémfelülettel, mivel a reakcióképes vegyületek foltosodást és felületi horzsolást okozhatnak. A gyorsan megkeményedő rozsdamentes acélok gyakran klórozott kenőanyagokat igényelnek a húzás során keletkező nagy felületi nyomások kezelésére.
Szerszámacél kiválasztása és a szerszám tartóssága
A mélyhúzásnál a szerszám élettartamát korlátozza a csiszolókopás a szerszám belépési sugaránál és a kötőanyag felületén kialakuló kopás. Mindkét mechanizmus felgyorsul, ha a kötőanyag nyomása magas, a kenőanyag film lebomlik, vagy a nyersanyag csiszolóanyagot tartalmaz.
A közepes mennyiségű gyártáshoz használt szabványos szerszámacélok közé tartozik a D2 szerszámacél (kb. 60–62 HRC edzés után) és a DC53, amely hasonló keménység mellett jobb szívósságot biztosít. A nagy volumenű autóipari gyártás gyakran igényel keményfém betéteket a szerszám belépési sugaránál, ahol a legmagasabb a kopási arány. A felületi bevonatok – titán-nitrid (TiN), titán-karbonitrid (TiCN) vagy gyémántszerű szén (DLC) – tovább növelik az élettartamot azáltal, hogy csökkentik a súrlódási együtthatót a szerszám és a nyersdarab felületén.
Mert nagy pontosságú bélyegző szerszámkészletek Az autóipari vagy elektromos járművek alkatrészeinek tűrésének megcélzása, a szerszámacél kiválasztása és a hőkezelési specifikáció ugyanolyan kritikus, mint a fent leírt geometriai tervezési paraméterek. A nem megfelelően hőkezelt acélból megmunkált méretben tökéletes szerszám jóval a tervezett élettartama előtt meghibásodik.
Szimuláció az acél előtt: végeselem-elemzés a szerszámtervezésben
A modern mélyhúzó szerszámtervezés nagymértékben támaszkodik a végeselem-elemzésre (FEA), hogy megjósolja az alakítási eredményeket, mielőtt bármilyen fémet vágnának. A FEA szimulációk a nyersdarabot deformálható elemek hálójaként modellezik, fokozatosan alkalmazzák a lyukasztó löketet, és kiszámítják a feszültséget, nyúlást és vastagságeloszlást a nyersdarab minden pontján a löket során.
Egy jól kalibrált szimuláció kimenete tartalmaz egy formázási határdiagram (FLD) átfedést, amely megmutatja, hogy a nyersdarab bármely része megközelíti-e a törési vagy gyűrődési határt. Ha a szimuláció előrejelzi a hibákat, a tervező beállíthatja a lyukasztás sugarát, a szerszám sugarát, a kötőanyag nyomását, a húzóperem geometriáját vagy a nyersdarab alakját – acél helyett szoftveresen iterálva. Ez a folyamat jelentősen lerövidíti a próbaidőt, és csökkenti a fizikai szerszámmódosítások számát, amelyek szükségesek ahhoz, hogy a szerszám elfogadható alkatrészeket állítson elő.
A szimuláció minősége a pontos anyagkártya adatoktól függ – különösen a folyási felület leírásától, az r-értékektől, az n-értéktől és az áramlási feszültséggörbétől a gyártás során használt konkrét anyagtekercshez. Az általános anyagi adatok elfogadható, de megbízhatatlan előrejelzéseket adnak; A szakítóvizsgálatból és az FLD-tesztből származó anyagspecifikus adatok olyan előrejelzéseket adnak, amelyek közvetlenül a prés viselkedésére utalnak.
Összegzés: A legfontosabb tervezési változók
A mélyrajzoló szerszámtervezés kis számú változóra bontható ki, amelyek mindegyikét a többitől függő tartományon belül kell beállítani. A lyukasztó és a szerszám sugarai határozzák meg a hajlítás súlyosságát az átmeneteknél. A munkahézag lehetővé teszi a fém megvastagodását anélkül, hogy roncsoló súrlódást okozna. A húzási arány egyetlen szakaszban határozza meg az alakváltozás felső határát. A kötőanyag nyomása és a húzógyöngyök szabályozzák az anyagáramlást a nyersanyag kerülete körül. A kenés és a felületi minőség határozza meg, hogy a megengedett kötőanyagnyomás mekkora része éri el ténylegesen a nyersdarabot. A szerszámacél és a bevonat kiválasztása határozza meg, hogy a szerszám meddig tartja fenn a gondosan kialakított feltételeket.
Egyetlen változó sem optimalizálható külön-külön. A szerszám belépési sugarának megváltoztatása megváltoztatja az optimális kötőanyag-nyomást. Az anyagminőség változása megváltoztatja a megvalósítható húzási arányt. Ez az egymásrautaltság az oka annak, hogy a mélyhúzó matrica tervezése szisztematikus megközelítést igényel – és a szimulációtól a kipróbálásig miért olyan alkatrészek jönnek létre, amelyek megfelelnek a kerék- és alvázalkalmazások szigorú szerkezeti és méretbeli követelményeinek következetesen több millió gyártási cikluson keresztül.
Előző bejegyzés
Autóülések bélyegzőalkatrészei: nagy pontosságú gyártás, teherhordó csapágyak és anyagválasztás
Következő bejegyzés
Autóülések bélyegző alkatrészei: Minőségi és illeszkedési útmutató
A miénk Termékek.
Indítsa el vállalkozását egy OEM gyártóval itt!
Teljes körű kulcsrakész megoldásokat biztosít a globális ügyfelek számára
keresztül
innováció!
GYORSLINKEK
HÍREK
ELÉRHETŐSÉG.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
Szerzői jog © Suzhou Shuangqisi Mold Equipment Co., Ltd. Minden jog fenntartva. Egyedi bélyegző szerszám Fémbélyegző szerszámgyártók
