-

Gépjárműmotorház-bélyegző alkatrészek
Az autómotorok házának bélyegző alkatrészei az ...
-
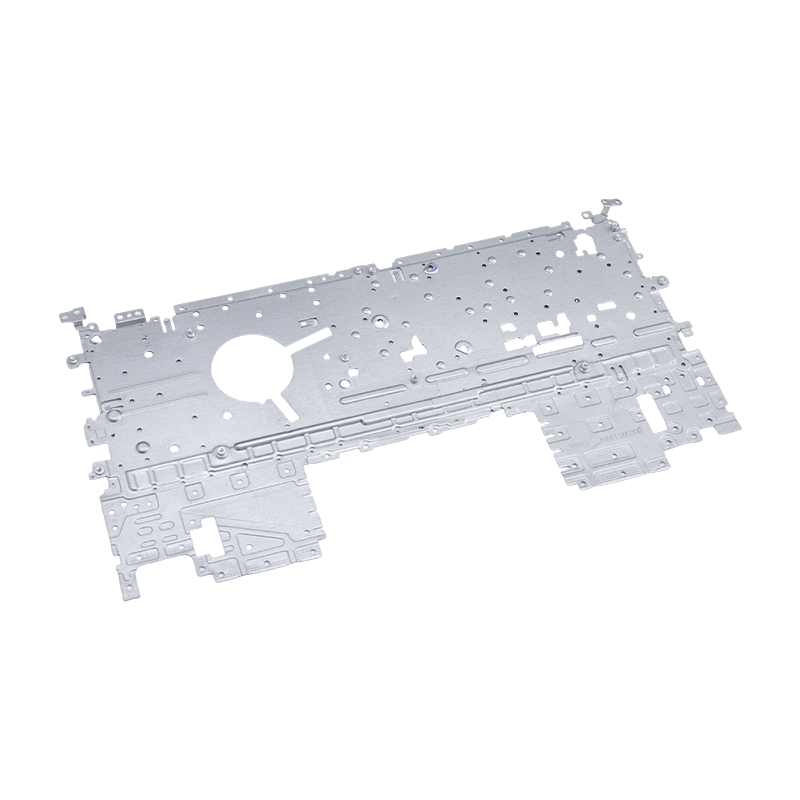
Laptop bélyegző alkatrészek
Laptopbélyegző alkatrészeink precíziós gyártású...
-
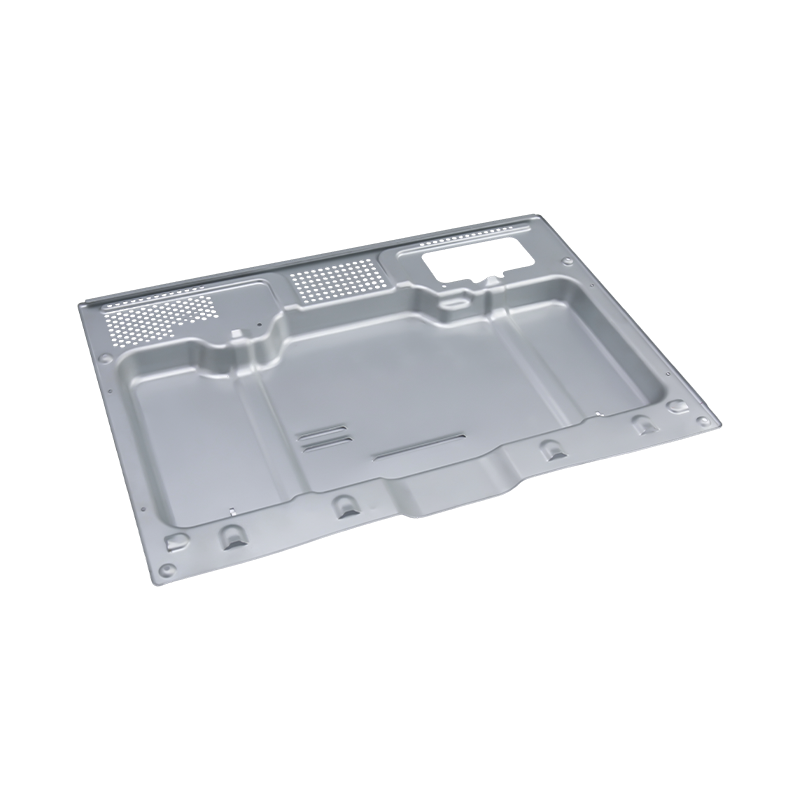
Csúcskategóriás sütőbélyegző alkatrészek
Csúcskategóriás sütőbélyegző alkatrészeink prec...
-
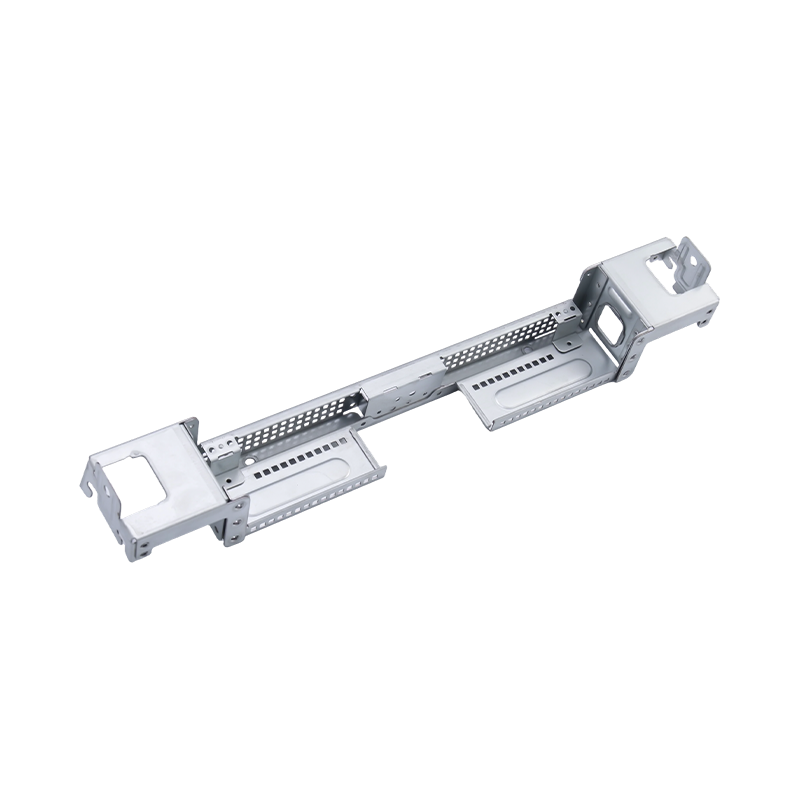
Csúcskategóriás nagy számítógépes bélyegzőalkatrészek
Csúcskategóriás nagyméretű számítógépes bélyegz...
-
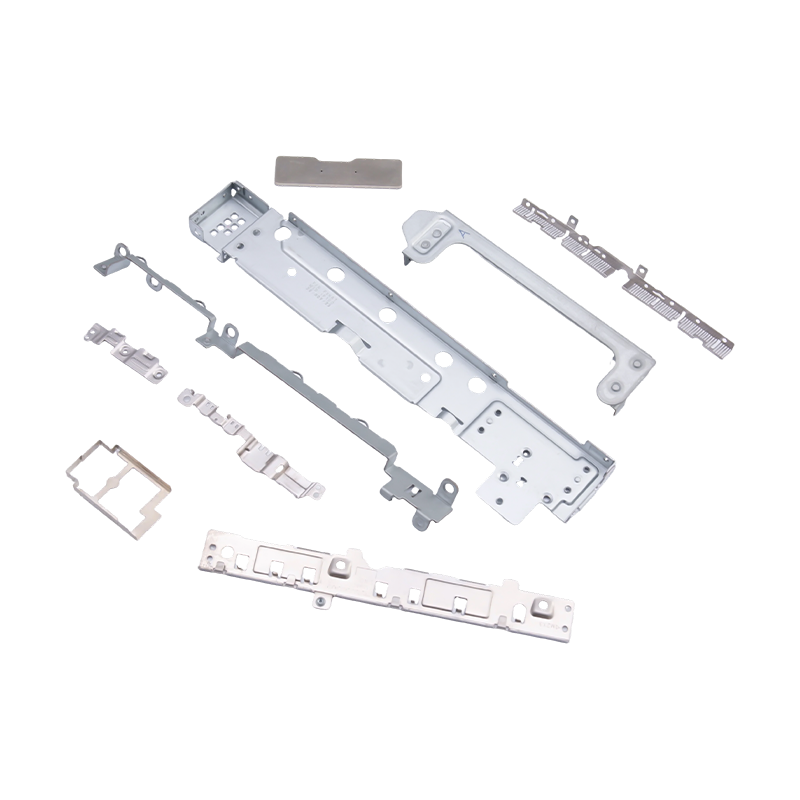
Kis bélyegzett alkatrészek laptopokhoz és mobiltelefonokhoz
A modern hordozható elektronika alapvető belső ...
-
Gáztartály végén bélyegző alkatrészek
A gáztartály végének bélyegző részei az autóipa...
Ipari hírek
Otthon / Hírek / Ipari hírek / Akkumulátorfedél bélyegző alkatrészek elektromos járművekhez és energiatároló akkumulátorházakhoz
Akkumulátorfedél bélyegző alkatrészek elektromos járművekhez és energiatároló akkumulátorházakhoz
2026-06-16
A terepen meghibásodott akkumulátor ritkán hibásodik meg a cellák miatt. Leggyakrabban a kiváltó ok egy nem tömített burkolat, egy nem igazodott karima vagy egy szerelési kiemelkedés, amely megrepedt a vibráció hatására. Az akkumulátorfedelet bélyegző alkatrészek jelentik a szerkezeti és környezetvédelmi védelem első vonalát minden elektromos, ipari és energiatároló akkumulátor-rendszer esetében – és a tolerancia-szabványok, amelyeknek meg kell felelniük, jelentősen szigorodtak, ahogy a csomagok feszültsége és energiasűrűsége nőtt.
Ez a cikk ismerteti azokat az anyagokat, folyamatokat, méretkövetelményeket és testreszabási lehetőségeket, amelyek meghatározzák a gyártásra kész akkumulátorfedél bélyegző alkatrészét – és azt, hogy mit kell ellenőrizni a szállító minősítésekor.

Mit csinálnak valójában az elemfedél bélyegző részei
Az akkumulátorház fedele három egyidejű feladatot lát el. Szerkezetileg meg kell őriznie geometriáját a járműszerelvények mechanikai terhelése, az útvibráció és a hőciklus hatására anélkül, hogy deformálódna vagy feszültséget továbbítana az alatta lévő cellákra. Környezetvédelmi szempontból el kell érnie és fenn kell tartania az IP67 vagy IP68 tömítési integritást – vagyis nem juthat be por és nem hatol be víz tartós merítés esetén. Funkcionálisan pontosan kapcsolódnia kell az akkumulátorházhoz, a nagyfeszültségű csatlakozóhoz és a csomag kialakításába integrált hűtőcsatornákhoz.
Mindhárom követelménynek egyetlen bélyegzett alkatrészben való teljesítése – megmunkált vagy öntött alternatíva helyett – az, ami miatt a mélyhúzott bélyegzés az előnyben részesített eljárás a nagy mennyiségű akkumulátorgyártáshoz. Bélyegzés szállít egységes méretek és szűk tűrések (±0,01 mm – ± 0,05 mm) olyan termelési sebességgel, amelyet az öntés és a megmunkálás nem tud összeegyeztetni, miközben az alkatrészenkénti költséget kellően alacsonyan tartja ahhoz, hogy az OEM-ellátási láncok méretben működjenek.
Anyagválasztás: hidegen hengerelt acél, alumíniumötvözet vagy rozsdamentes acél
Az aljzat anyagának megválasztása meghatározza a mennyezetet a burkolat által elérhető minden teljesítménymutatóban – korrózióállóság, súly, alakíthatóság, hegeszthetőség és költség. Három anyagcsalád dominál az akkumulátorfedél alkalmazásánál.
Hidegen hengerelt acél nagy szakítószilárdságot és kiváló alakíthatóságot kínál alacsony nyersanyagköltség mellett. Ez a standard választás ipari akkumulátorházakhoz és energiatároló rendszerekhez, ahol a súly másodlagos szempont, és a szerkezeti merevség az elsődleges követelmény. A bélyegzés utáni felületkezeléseket – horganyzás, e-bevonat vagy porbevonat – általában a korrózióállósági célok elérése érdekében alkalmazzák.
Alumíniumötvözetek, különösen a 3003 és 5052 osztályok, Ezek a domináns anyagok az elektromos járművek akkumulátorfedelében, ahol a csomag súlya közvetlenül befolyásolja a jármű hatótávolságát. Az Alloy 3003 jó alakíthatóságot és mérsékelt szilárdságot kínál, így jól alkalmazható sekélyen húzott burkolatgeometriákhoz. Az 5052-es ötvözet nagyobb szilárdságot és kiváló korrózióállóságot biztosít, ami előnyösen páralecsapódásnak, hűtőfolyadéknak vagy útfröccsenésnek kitett burkolatokhoz ajánlott. Mindkét minőség tisztán mélyhúz, és eloxálást vagy konverziós bevonatot fogad el a további védelem érdekében.
Rozsdamentes acél Olyan alkalmazásokhoz lett kifejlesztve, amelyeknél további felületkezelés nélkül kell a korrózióállóság – helyhez kötött energiatároló rendszerek nedves környezetben, tengeri akkumulátorcsomagok, vagy bármely olyan alkalmazás, ahol a bevonat tapadása nem garantálható a termék élettartama alatt. Magasabb megmunkálási sebessége gondosan megtervezett szerszámot igényel, hogy megakadályozza a visszarugaszkodást és megőrizze a méretstabilitást az alakítás után.
Mélyrajzolás és speciális bélyegzési eljárások
A legtöbb elemtartó fedele nem egyszerű lapos üres. Süllyesztett tömítőcsatornákat, megemelt karimákat, integrált kiemelkedéseket és összetett kontúrokat tartalmaznak, amelyek többlépcsős progresszív vagy transzfer szerszámbélyegzési szekvenciákat igényelnek. A mélyhúzás – egy lapos fémlemez háromdimenziós formába húzása lyukasztó és matrica segítségével – a fő művelet, de a kész alkatrész jellemzően további állomásokon megy keresztül a vágáshoz, átszúráshoz, kivágáshoz és peremezéshez, mielőtt elhagyná a prést.
A folyamatvezérlés minden állomáson meghatározza, hogy a kész alkatrész megfelel-e a tűréshatárnak. Az üres tartó nyomása szabályozza az anyagáramlást és megakadályozza a gyűrődést; az elégtelen nyomás lehetővé teszi a karima meghajlását, míg a túlnyomás a húzási sugárban szakadást okoz. A kenéskezelés befolyásolja a felület állapotát — sima felületkezelés Ra ≤ 0,8 μm alumínium és acél felületeken érhető el, ha a szerszám geometriája és a kenőanyag réteg vastagsága megfelelően illeszkedik.
A zéró sorjatűrés nem alku tárgya az akkumulátorfedelek esetében. A tömítőhoronyon lévő sorja megszakítja a tömítés érintkezési felületét és szivárgási utat hoz létre; a belső élen lévő sorja bevándorolhat a cellaverembe. A sorjamentes élek következetes eléréséhez a tömeggyártásban szűk hézagig tartott szerszámokra van szükség – acél esetében jellemzően az anyagvastagság 5–8%-a, alumíniumnál valamivel szélesebb – és a gyártási mennyiséghez kalibrált rendszeres szerszám-ellenőrzési intervallumokra van szükség.
Tömítési teljesítmény: IP67 és IP68 követelmények
Az IP67 megköveteli, hogy a ház kibírja a legfeljebb 1 méteres vízbe merítést harminc percig anélkül, hogy behatolna. Az IP68 kiterjeszti ezt a folyamatos merítésre a gyártó és a végfelhasználó által egyeztetett mélységben – általában 1,5 m-re, 30 percre az autóipari alkalmazásokban, bár az EV OEM-ek gyakran szigorúbb feltételeket írnak elő.
Ezen besorolások bélyegzett burkolattal való elérése három tényezőtől függ: a tömítőkarima síkságától, a tömítéssel érintkező horony vagy perem felületi minőségétől és a tömítést összenyomó csavarlyuk mintázat méretbeli konzisztenciájától. A karima síkságának akár 0,1 mm-es eltérése is elegendő hosszú tömítési folyamat során, hogy rés keletkezzen, amelybe nyomás alatt a víz behatol. Ez az oka annak, hogy a tömítési jellemzők mérettűrése szigorúbb, mint a szerkezeti jellemzők esetében – jellemzően ±0,01 mm a horonymélység és a tömítőperem szélessége tekintetében.
A miénk precíziós autóipari és EV-akkumulátor-bélyegző alkatrészek olyan tömítőhorony-geometriával készülnek, amelyet a gyártási szerszámok véglegesítése előtt a tömítésgyártó specifikációi szerint hitelesítettek, így kiküszöbölhető a kompressziós beállt és a szivárgási út kockázata, amely a névleges méret és a névleges méret közötti szerszámok eltéréseiből ered.
A miénk Battery Cover Stamping Parts: Specification Overview
A miénk battery cover stamping parts are precision-manufactured components designed for EV battery, industrial, and energy storage battery enclosures. Crafted from high-quality cold-rolled steel, aluminum alloys (3003/5052), or stainless steel, these deep-drawn parts undergo advanced stamping processes to ensure consistent dimensions and tight tolerances (±0.01mm – ±0.05mm), meeting the assembly requirements of different battery pack models.
Az alkatrészek sima felületűek (Ra ≤ 0,8 μm), zéró sorjatűréssel és deformáció nélkül, hatékonyan védik az akkumulátormagokat a portól, nedvességtől és külső hatásoktól, miközben IP67/IP68 tömítési integritást biztosítanak. Támogatják a zökkenőmentes integrációt az akkumulátorházzal, és testre szabhatók integrált rögzítési kiemelkedésekkel, tömítőhornyokkal, furatokkal, karimákkal vagy hajlító szerkezetekkel az egyedi telepítési igények alapján, beleértve a nagyfeszültségű csatlakozókra és a hűtési interfészekre vonatkozó rendelkezéseket is.
Kiváló szerkezeti stabilitással és korrózióállóságukkal ezek az elektromos járművek akkumulátora bélyegző részei növelik az akkumulátorrendszerek általános biztonságát és tartósságát. Arra alkalmasak tömeggyártás (500 ezer – 10 millió alkatrész/év) , amely költséghatékonyságot és megbízható ellátást biztosít az akkumulátorgyártók és -gyártók számára, az IATF 16949 minőségi tanúsítvánnyal alátámasztva.
Testreszabás: támasztékok, hornyok, karimák és funkcionális interfészek
Nincs két azonos burkolat-geometriával rendelkező akkumulátorcsomag. Az EV-platformok cellaformátumban (hengeres, prizmás, tokos), modulelrendezésben, hőkezelési architektúrában és csatlakozók elhelyezésében különböznek egymástól – és minden változat a jellemzők eltérő kombinációjaként terjed át a burkolat kialakításában.
A leggyakoribb testreszabási követelmények öt kategóriába sorolhatók. Szerelési főnökök — megemelt párnák menetes vagy hézaglyukakkal — helyezzük el az akkumulátorház fedelét, és osszuk el a szorító terhelést a tömítési felülettől. Tömítő hornyok szélességben, mélységben és sugárban a tömítés vagy az O-gyűrű specifikációjához kell igazodnia, a tűréshatárok pedig elég szűkek ahhoz, hogy garantálják a megadott kompressziós arányt a teljes gyártási tartományban. Kivágások és áttört lyukak A csatlakozók esetében a szellőzőnyílásokat és az érzékelőket a tömítés kerületéhez képest ugyanolyan pontossággal kell elhelyezni, mint a burkolat házon lévő illeszkedési jellemzői. Karimák és hajlító szerkezetek növelje a merevséget, hozzon létre összeállítás-elhelyezési jellemzőket, vagy alakítson ki rögzítési pontokat a szomszédos modulokhoz. Hűtő felületek — mélyedések vagy átmenő elemek, amelyek a fedelet egy folyadékhűtőkörhöz kötik — különösen szoros méretszabályozást igényelnek a hűtőelosztókhoz való szivárgásmentes csatlakozás érdekében.
Mindezek a tulajdonságok elérhetők a mélyhúzási és progresszív bélyegzési folyamaton belül. A kritikus előfeltétel az, hogy a szerszámokat a kezdetektől a gyártási tűrések, nem pedig a névleges méretek figyelembevételével kell megtervezni – mert egy olyan jellemző, amely geometriailag helyes a 3D-s modellen, de névlegesre szerszámozva, feldolgozási képességi ráhagyás nélkül, selejteket fog előidézni abban a pillanatban, amikor a folyamat körülményei eltolódnak.
A miénk autóipari és elektromos járművek mélyhúzó szerszám tervezési képességei Gondoskodjon arról, hogy minden egyedi funkció a gyártási stabilitás érdekében legyen megtervezve az első szerszámpróbától kezdve, csökkentve a prototípus jóváhagyása és a tömeggyártás elindítása közötti iterációs ciklusokat.
Tömegtermelési képesség és minőségbiztosítás
Az akkumulátor eredeti gyártóinak és az 1. szintű beszállítóknak többre van szükségük, mint egy mintavizsgálaton átmenő alkatrészre. Olyan ellátási láncra van szükségük, amely képes szállítani 500 000-10 millió vagy több alkatrész évente állandó minőséggel, kiszámítható átfutási időkkel és minőségirányítási rendszerrel, amely előállítja a szükséges adatokat az ügyfél auditok és hatósági beadványok támogatásához.
Az IATF 16949 tanúsítvány az autóipari ellátási láncok alapvető minőségi szabványa. Megköveteli, hogy a statisztikai folyamatellenőrzési, mérési rendszerelemzési és gyártási alkatrész-jóváhagyási folyamatok helyben legyenek és dokumentálva legyenek – nem csak a beszállítói induláskor, hanem folyamatosan a gyártás során. Kifejezetten az akkumulátorfedél bélyegzésekor ez azt jelenti, hogy a tömítési jellemzőkre, a karima laposságára és a lyuk helyzetére vonatkozó kritikus méreteket minden egyes gyártási tételre meghatározott mintavételi terv alapján mérik, az eredményeket trendekkel és az ellenőrzési határértékekhez képest felülvizsgálva.
Az évi néhány százezer alkatrész feletti gyártási mennyiségnél a bélyegzés automatizálása elengedhetetlenné válik a konzisztencia fenntartásához. A szervoprés technológia lehetővé teszi az erő és a pozíció szabályozását a löket minden szakaszában, kompenzálva az anyagvastagság változását és a szerszámkopást oly módon, ahogy a fix sebességű mechanikus prések nem képesek. A miénk bélyegző automatizálási berendezések integrálja a présvezérlést, az in-die érzékelőt és az alkatrész-ellenőrzést, hogy fenntartsa a méretstabilitást hosszú gyártási folyamatok során anélkül, hogy növelné a kezelő beavatkozását.
A beérkező anyagtanúsítvány, az első cikk szerinti vizsgálati jelentések, a méretmérési jegyzőkönyvek és a felületi minőség ellenőrzése szabványos dokumentációként szerepel minden gyártási megrendelésnél – így a beszerzési és minőségügyi csapatok megkapják a nyomon követhetőségi nyilvántartásokat, amelyek szükségesek saját vevői kötelezettségeik alátámasztásához.
Akkumulátorfedél-bélyegző beszállító minősítése: mit kell ellenőrizni
Az akkumulátorfedél-bélyegzési alkatrészek szállítói minősítési folyamatának túl kell lépnie a mintavizsgálaton. Ezek azok a területek, amelyek meghatározzák, hogy egy szállító képes-e fenntartani a minőséget mennyiségben, nem csak elfogadható mintákat állít elő.
Szerszámtulajdonlási és karbantartási program. Erősítse meg, hogy kié a gyártószerszám, és mennyi a szerszám karbantartási időköze. Az a beszállító, aki késlelteti a karbantartást, hogy maximalizálja a prés üzemidejét, végül figyelmeztetés nélkül gyártja a tűréshatáron kívüli alkatrészeket.
Mérési lehetőség a tömítési jellemzőkre vonatkozóan. Kérjen mérő R&R adatokat a tömítőhorony és a karima síksági méréseiről. A tűrési sávhoz képest 10%-nál nagyobb eltérést mutató mérőrendszer nem képes megbízhatóan megkülönböztetni a megfelelő és nem megfelelő alkatrészeket.
Anyagkövethetőség. Az akkumulátor minőségű alumíniumnak és acélnak visszavezethetőnek kell lennie a malom tanúsítványáig. Az IATF-tanúsítvánnyal rendelkező ellátási láncok esetében ez kötelező; nem autóipari alkalmazásoknál továbbra is ez az egyetlen módja annak, hogy ellenőrizzük, hogy az anyag megfelel-e a megadott ötvözetnek és edzettségnek.
A prototípusról a gyártásra való áttérés folyamata. A dokumentált APQP (Advanced Product Quality Planning) folyamattal rendelkező beszállító a gyártási szerszámok levágása előtt azonosítja a lehetséges folyamathibákat – csökkentve az indítási késleltetés kockázatát, amelyet a rajzon látható, de soha nem fokozódó tervezési gyártási probléma okoz.
Az akkumulátorgyártók és a bélyegzőpartnereket értékelő gyártók számára a mi egyedi bélyegzésfejlesztési és minősítési szolgáltatások pontosan ezen követelmények köré épülnek fel – a kezdeti DFM-ellenőrzéstől a PPAP-benyújtáson át az állandósult állapotú gyártásig.
Előző bejegyzés
Nagy keménységű ötvözött acél sajtolószerszámokban
Következő bejegyzés
Fémbélyegző alkatrészek háztartási gépekhez: anyagok, precíziós és egyedi megoldások
A miénk Termékek.
Indítsa el vállalkozását egy OEM gyártóval itt!
Teljes körű kulcsrakész megoldásokat biztosít a globális ügyfelek számára
keresztül
innováció!
GYORSLINKEK
HÍREK
ELÉRHETŐSÉG.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
Szerzői jog © Suzhou Shuangqisi Mold Equipment Co., Ltd. Minden jog fenntartva. Egyedi bélyegző szerszám Fémbélyegző szerszámgyártók
