-
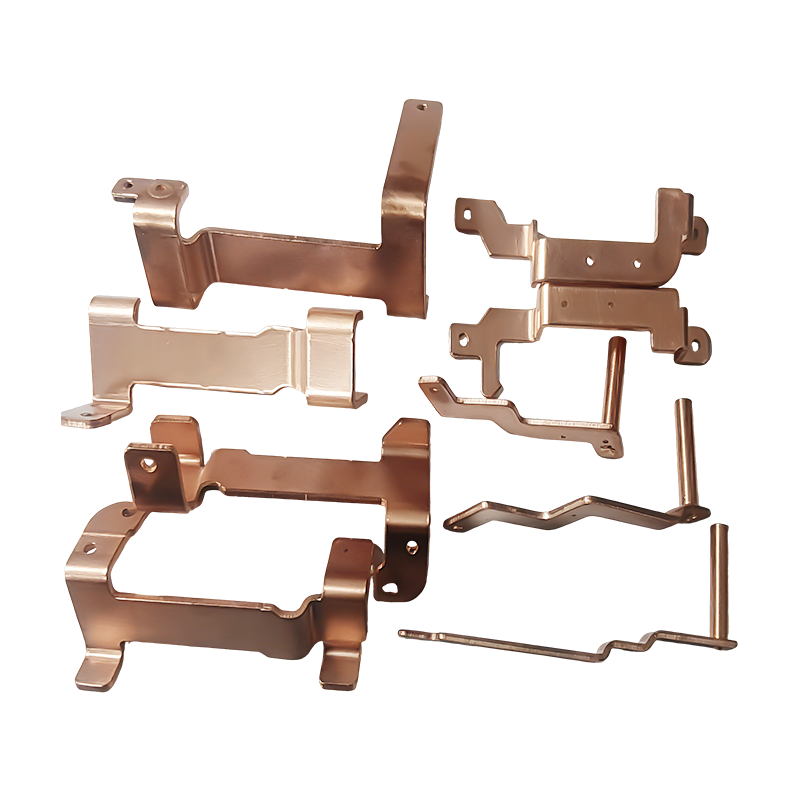
Új energetikai járművek réz gyűjtősín sajtoló alkatrészek
Az új energetikai járművek réz gyűjtősín-bélyeg...
-
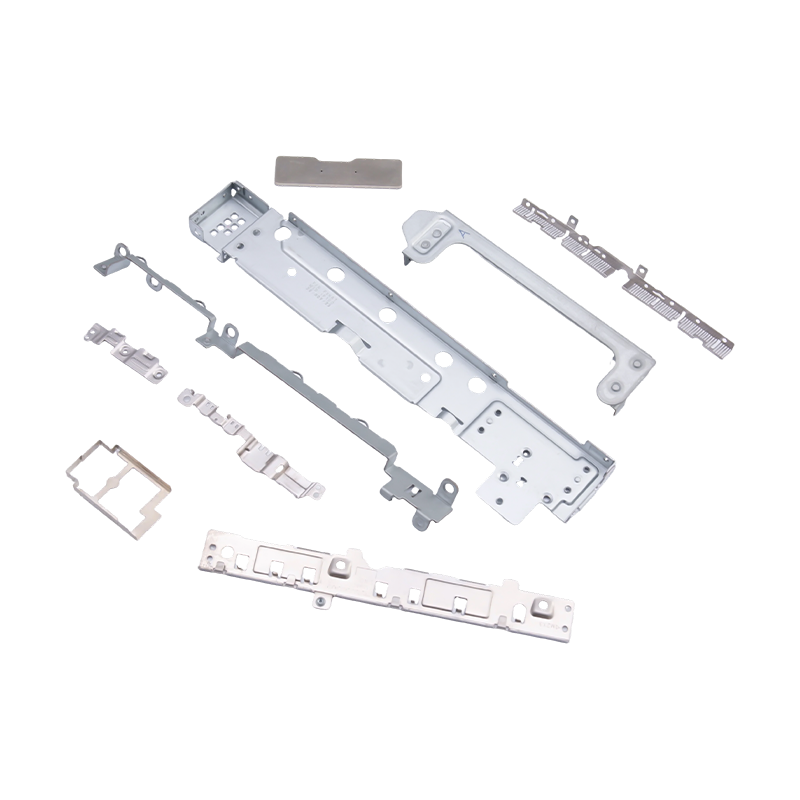
Kis bélyegzett alkatrészek laptopokhoz és mobiltelefonokhoz
A modern hordozható elektronika alapvető belső ...
-
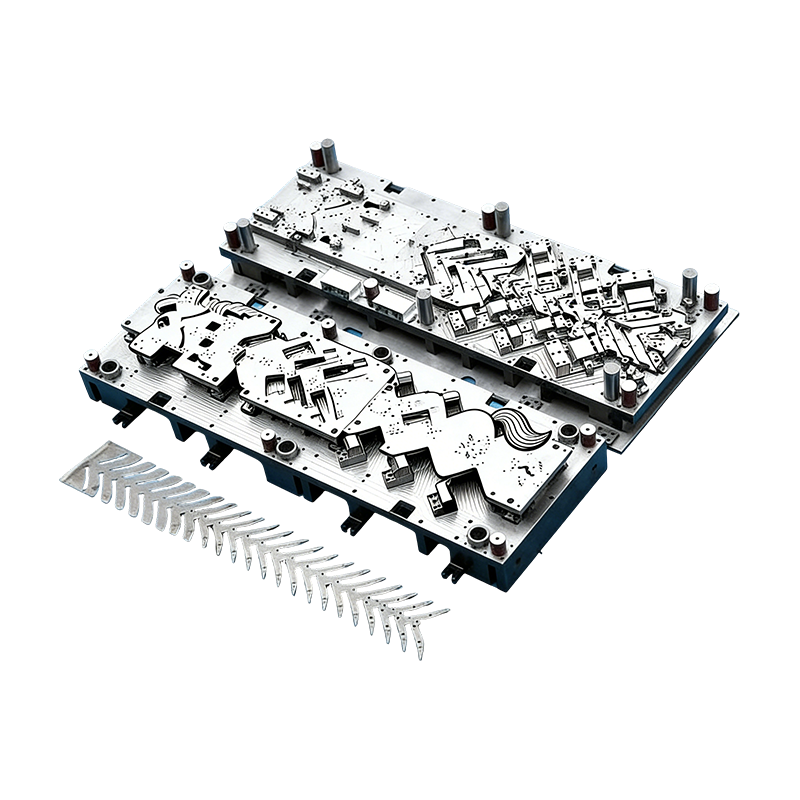
Progresszív öntőformák autóalkatrészekhez
Ezt az autómotorházhoz való folyamatos öntőform...
-
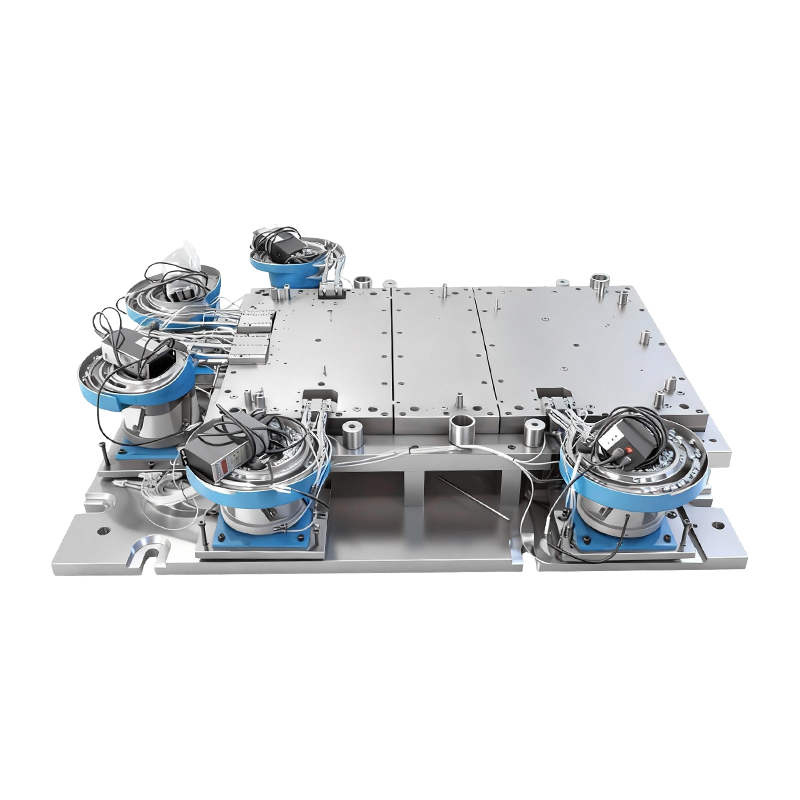
Automatikus szegecselő forma nagy számítógépes gépalaphoz
Ez az automatikus szegecselőforma nagy számítóg...
-
Laptop bélyegző alkatrészek
Laptopbélyegző alkatrészeink precíziós gyártású...
-
Csúcskategóriás sütőbélyegző alkatrészek
Csúcskategóriás sütőbélyegző alkatrészeink prec...
Ipari hírek
Nagy keménységű ötvözött acél sajtolószerszámokban
2026-06-22
A precíziós fémbélyegzés igényes területén a progresszív matrica élettartamát és pontosságát alapvetően meghatározza a felépítéséhez használt alapanyag. A nagy keménységű ötvözött acél a kritikus bélyegzőalkatrészek gyártásának iparági szabványává vált, különösen nagy mennyiségű autóalkatrészek, elektronikus csatlakozók és összetett szerkezeti elemek gyártása során. A hagyományos szerszámacélokkal ellentétben ezt a fejlett anyagkategóriát úgy tervezték, hogy ellenálljon a szélsőséges mechanikai igénybevételnek, az ismétlődő ütéseknek és a súlyos kopásnak. A folyamatos sajtolási eljárásokat alkalmazó gyártók számára a megfelelő nagy keménységű ötvözött acél kiválasztása nem csupán anyagválasztás; ez egy stratégiai döntés, amely közvetlenül befolyásolja a termelés hatékonyságát, az alkatrész minőségét és a teljes szerszámköltséget. Ez a cikk feltárja ezeknek a fejlett acéloknak a progresszív szerszámgyártásban való felhasználásának gyakorlati szempontjait, megmunkálási szempontjait és működési előnyeit.
Anyagösszetétel és mechanikai tulajdonságok
A meghatározó jellemzője nagy keménységű ötvözött acél az a képessége, hogy hőkezelés után általában 58 HRC-t meghaladó Rockwell-keménységet ér el és tart fenn anélkül, hogy túlzottan törékennyé válna. Ezt a kivételes teljesítményt speciális ötvözőelemek precíz hozzáadásával érik el. A krómot elsősorban az edzhetőség és a kopásállóság fokozása érdekében adják hozzá, míg a molibdén és a vanádium finomítja a szemcseszerkezetet, megakadályozva a repedések terjedését nagy terhelés alatt. A hidegen megmunkált szerszámacélok gyakran tartalmaznak wolframot és kobaltot, hogy javítsák a vörös keménységet és megőrizzék az élek élességét magas hőmérsékleten, amely a nagy sebességű bélyegzés során keletkezik.
A keménység és a szívósság egyensúlya
A szerszámozásban általános tévhit az, hogy a nagyobb keménység mindig jobb teljesítményt jelent. A valóságban az extrém keménység megfelelő szívósság nélkül a lyukasztócsúcsok katasztrofális berepedéséhez vagy megrepedéséhez vezet a nagy űrtartalmú műveletek során. A modern kohászat ezt fejlett porkohászati technikák alkalmazásával oldotta meg. Ezek az eljárások a karbidok rendkívül egyenletes eloszlását hozzák létre az acélmátrixon belül, lehetővé téve, hogy az anyag kemény, kopásálló felülettel rendelkezzen, miközben megtartja a keményebb, ütéselnyelő magot. Ez a mikroszerkezeti egyensúly teszi a nagy keménységű ötvözött acélt nélkülözhetetlenné az összetett, többlépcsős progresszív matricákhoz, ahol mind a pontosság, mind a tartósság szükséges.
Gyakorlati alkalmazások progresszív sajtolószerszámokban
Ezeknek az acéloknak az egyedülálló tulajdonságai alkalmassá teszik őket a sajtolóipar speciális, nagy igényű alkalmazásokra. Az autómotorok házához vagy az elektromos járművek akkumulátoraihoz való progresszív szerszámok tervezésekor a bélyegzett anyag gyakran nagy szilárdságú, gyengén ötvözött acélokat vagy alumíniumötvözeteket tartalmaz. Ezek az anyagok óriási súrlódási erőket fejtenek ki a szerszám alkatrészeire, ezért olyan szerszámanyagra van szükség, amely több millió cikluson keresztül ellenáll a kopásnak és a kopásnak.
Kritikus szerszámalkatrészek
Egy tipikus progresszív sajtolószerszámban a nagy keménységű ötvözött acél kifejezetten a legsérülékenyebb és legkritikusabb munkarészek számára van fenntartva. Ide tartoznak az ürítő lyukasztók, a lyukasztótüskék, az alakító szerszámok és a pénzverő állomások. Ezt az anyagot a megmunkáló alkatrészekhez és a szabványos szerszámacélt a szerkezeti lemezekhez felhasználva a gyártók optimalizálhatják az öntőforma költség-teljesítmény arányát. A munkadarabok megőrzik szűk tűréshatáraikat több millió cikluson keresztül, biztosítva, hogy a bélyegzett motorházak egyenletes falvastagságúak és precíz illeszkedési felülettel rendelkezzenek, amelyek kritikusak az autók hajtásláncának összeszereléséhez.
Megmunkálási és hőkezelési protokollok
A nagy keménységű ötvözött acéllal végzett munka speciális gyártási protokollokat igényel. Mivel az anyag teljesen kikeményedett állapotában rendkívül nehezen megmunkálható, a gyártási folyamatot aprólékosan meg kell tervezni. Az általános szabály az, hogy az anyageltávolítás nagy részét, például CNC marást és nagyoló esztergálást, az acél izzított vagy lágy állapotában kell elvégezni. Ez csökkenti a szerszámkopást, és gyorsabb anyageltávolítási sebességet tesz lehetővé a kezdeti formázási fázisokban.
Precíziós befejező technikák
A kezdeti durva megmunkálási és feszültségmentesítési folyamatok után az acél precíz hőkezelésen megy keresztül, amely jellemzően vákuumhűtéssel jár, hogy megakadályozza a felület széntelenítését és minimalizálja a mérettorzulást. A hőkezelést követően az acél eléri célkeménységét. Ebben a szakaszban a hagyományos vágószerszámok nem használhatók. A végső mikron-szintű tűréshatárig történő kikészítést csiszolással, koordinátaköszörüléssel és lassú huzalos elektromos kisülési megmunkálással érik el. A huzalos szikraforgácsolás különösen fontos összetett belső geometriák és éles sarkok létrehozásához progresszív szerszámbetétekben mechanikai igénybevétel nélkül.
| Gyártási szakasz | Elsődleges cél | Közösen használt berendezések |
| Durva megmunkálás | Távolítsa el az ömlesztett anyagot puha állapotban | CNC maróközpontok, esztergák |
| Hőkezelés | Érje el a kívánt keménységet és mikroszerkezetet | Vákuumos kemencék, kriogén tartályok |
| Precíziós kikészítés | Végső mikronszintű tűréshatárok elérése | Huzalos szikraforgácsolás, szúrócsiszolók |
A penész élettartamának és gyártási hatékonyságának növelése
A nagy keménységű ötvözött acél progresszív szerszámokba való integrálása mérhető javulást eredményez az általános gyártási hatékonyságban. A legközvetlenebb előny a karbantartási intervallumok drámai meghosszabbodása. Nagy mennyiségű sajtolási környezetben a szabványos acélok polírozást vagy cserét igényelhetnek néhány százezer találatonként. Ezzel szemben a nagy keménységű ötvözött acélból készült alkatrészek több millió ciklust képesek kibírni, mielőtt jelentős kopás jeleit mutatnák, ami közvetlenül befolyásolja az eredményt.
Működési előnyök
- Csökkentett állásidő: Kevesebb présütközésre van szükség a szerszám karbantartásához, maximalizálva a gépek kihasználtságát és a berendezések általános hatékonyságát a folyamatos gyártás során.
- Állandó alkatrészminőség: A kiváló kopásállóság biztosítja, hogy a mérettűrések az első bélyegzett alkatrésztől a milliomod részig stabilak maradjanak, csökkentve a selejt arányát.
- Alacsonyabb alkatrészköltség: Bár a kezdeti anyag- és megmunkálási költségek magasabbak, a meghosszabbított élettartam jelentősen csökkenti az amortizált szerszámköltséget gyártási menetenként.
- Továbbfejlesztett felületkezelés: A stabil vágóélek megakadályozzák a sorjaképződést a préselt részeken, csökkentve vagy kiküszöbölve a másodlagos sorjátlanítási műveletek szükségességét.
Kiválasztási kritériumok meghatározott bélyegzési műveletekhez
A nagy keménységű ötvözött acél pontos minőségének kiválasztása megköveteli a bélyegzési művelet alapos elemzését. A mérnököknek értékelniük kell a bélyegzett anyag típusát, a szalag vastagságát, az alkatrész geometriájának összetettségét és a várható gyártási mennyiséget. Például vastag, koptató hatású rozsdamentes acél vakolásakor a magas karbontartalmú, magas krómtartalmú, magas vanádiumtartalmú szerszámacélt részesítjük előnyben rendkívüli kopásállósága miatt. Ezzel szemben, amikor bonyolult, sérülékeny elemeket alakítanak ki vékony elektronikus csatlakozókban, valamivel alacsonyabb keménységű, de nagyobb ütésállóságú anyagot választanak, hogy megakadályozzák a finom lyukasztócsúcsok elpattanását az oldalirányú feszültségek hatására.
Felületi bevonatok és kezelések
A teljesítményhatárok további kitágítása érdekében a nagy keménységű ötvözött acél alkatrészeket gyakran fejlett felületkezelésnek vetik alá. Fizikai gőzleválasztásos bevonatok, például titán-nitrid vagy króm-nitrid alkalmazhatók a kész acélra. Ezek a bevonatok csökkentik a súrlódási együtthatót, megakadályozzák az alumínium bélyegzésekor a súrlódást, és további keménységi réteget adnak hozzá, hatékonyan megsokszorozva a szerszám alkatrészeinek élettartamát a legagresszívebb sajtolási környezetben.
Összefoglalva, a nagy keménységű ötvözött acél alkalmazása a progresszív szerszámgyártásban kritikus tényező a nagy volumenű, precíziós gyártás elérésében. Az anyagtulajdonságok megértésével, a szigorú megmunkálási protokollok betartásával és az egyes alkalmazásokhoz megfelelő minőségek kiválasztásával a gyártók olyan formákat állíthatnak elő, amelyek kivételes hosszú élettartamot és alkatrész-konzisztenciát biztosítanak. Mivel az iparágak továbbra is szigorúbb tűréshatárokat és nagyobb gyártási sebességet követelnek, az ezekre a fejlett ötvözött acélokra való támaszkodás csak elmélyül, megszilárdítva szerepüket a modern precíziós bélyegzés alapjaként.

Előző bejegyzés
Nincs korábbi cikk
Következő bejegyzés
Akkumulátorfedél bélyegző alkatrészek elektromos járművekhez és energiatároló akkumulátorházakhoz
A miénk Termékek.
Indítsa el vállalkozását egy OEM gyártóval itt!
Teljes körű kulcsrakész megoldásokat biztosít a globális ügyfelek számára
keresztül
innováció!
GYORSLINKEK
HÍREK
ELÉRHETŐSÉG.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
Szerzői jog © Suzhou Shuangqisi Mold Equipment Co., Ltd. Minden jog fenntartva. Egyedi bélyegző szerszám Fémbélyegző szerszámgyártók
