-
Kis bélyegzett alkatrészek laptopokhoz és mobiltelefonokhoz
A modern hordozható elektronika alapvető belső ...
-
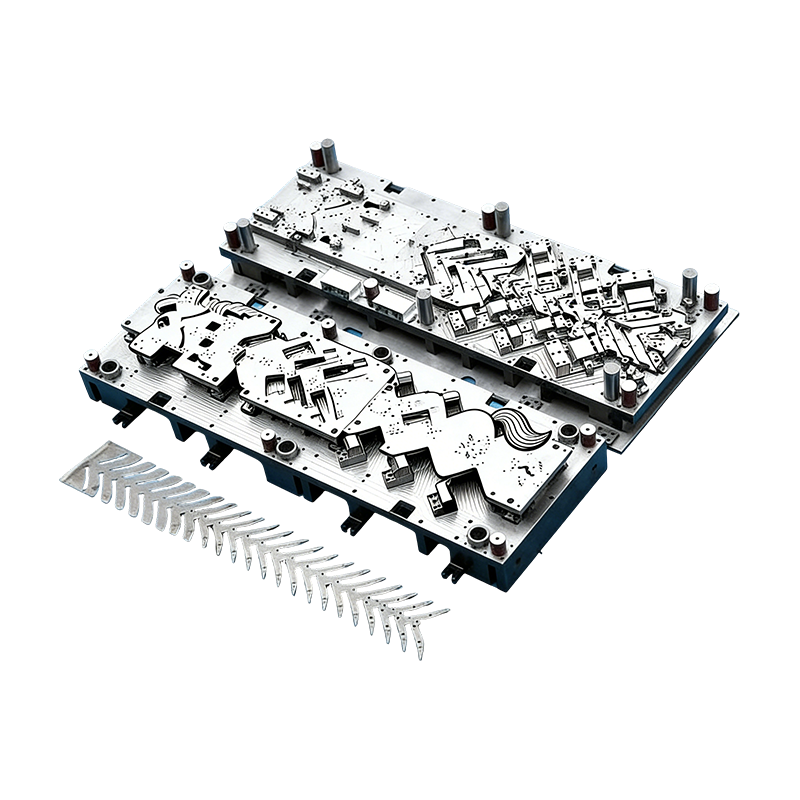
Progresszív öntőformák autóalkatrészekhez
Ezt az autómotorházhoz való folyamatos öntőform...
-
Kis autóalkatrészek progresszív présbélyegző alkatrészek
Kis autóalkatrészeink progresszív présbélyegző ...
-
Csúcskategóriás nagy számítógépes bélyegzőalkatrészek
Csúcskategóriás nagyméretű számítógépes bélyegz...
-

Gépjárműmotorház-bélyegző alkatrészek
Az autómotorok házának bélyegző alkatrészei az ...
-
Laptop bélyegző alkatrészek
Laptopbélyegző alkatrészeink precíziós gyártású...
Ipari hírek
Otthon / Hírek / Ipari hírek / Költség-összehasonlítás: fémbélyegző alkatrészek VS fém rajzalkatrészek termékei 2026-ban
Költség-összehasonlítás: fémbélyegző alkatrészek VS fém rajzalkatrészek termékei 2026-ban
2026-02-25
Miért gyakran félrevezető a két folyamat költség-összehasonlítása?
Amikor a gyártók a fémbélyegző alkatrészeket a fémhúzó alkatrésztermékekhez viszonyítva értékelik, a beszélgetés szinte mindig az egységárral kezdődik – és pontosan ez az a hely, ahol a legtöbb költség-összehasonlítás téved. A beszállítói árajánlaton látható darabonkénti ár egy többrétegű költségstruktúra csak egy rétegét tükrözi, amely magában foglalja a szerszámok amortizációját, az anyagfelhasználást, a másodlagos műveleteket, a minőségromlást és az átfutási idő következményeit. Egy darabonként 0,45 dolláros fémbélyegző alkatrész 85 000 dolláros progresszív szerszámszerszámmal járhat, amelynek amortizációja 900 000 egységre van szükség, míg egy darabonként 0,78 dolláros fém húzó alkatrész nem igényel másodlagos megmunkálást és nulla összeszerelési lépést, mivel a megrajzolt geometria nem képes egyetlen bélyegzés során olyan jellemzőket integrálni. E két folyamat 2026-ban történő pontos értékeléséhez a teljes birtoklási költség modell felépítésére van szükség, nem pedig a tételek egységárainak elkülönített összehasonlítására.
Ez az összehasonlítás 2026-ban is bonyolultabbá vált, mivel az anyagárak ingadozása – különösen a hidegen hengerelt acél, a rozsdamentes acél és az alumínium esetében – olyan módon változtatta meg a két folyamat relatív gazdaságosságát, ami két-három évvel ezelőtt még nem volt jelen. A mélyhúzás egy anyagigényes folyamat, ahol a nyersdarab mérete lényegesen nagyobb, mint a kész alkatrész alapterülete, ami azt jelenti, hogy a nyersanyagköltség-ingadozások darabonként erősebben érintik a húzott részeket, mint a bélyegzett lapos nyersdarabokat. Ahhoz, hogy megértsük, hol helyezkednek el az egyes folyamatok a jelenlegi költségkörnyezetben, minden költségtényezőt külön-külön meg kell vizsgálni, mielőtt az átfogó összehasonlítást szintetizálnánk.
Szerszámberuházás: előzetes költség és amortizációs ráta
A szerszámköltség a legnagyobb egyedi változó, amely elválasztja a gazdaságosságot fém sajtoló alkatrészek től fém húzó alkatrész termékek alacsony-közepes termelési mennyiségeknél. Egy közepesen összetett konzolhoz vagy terminálhoz – mondjuk hat-nyolc állomáshoz, két átszúrással és egy formázási művelettel – készült progresszív sajtolószerszám általában 40 000 és 120 000 dollár közötti befektetést igényel, a szerszám méretétől, az acél kiválasztásától és a szükséges tűrésektől függően. A hasonló anyagvastagságú héjelemekhez készült mélyhúzó szerszámkészlet tartalmaz egy húzószerszámot, egy üres tartót, egy újrarajzoló matricát, ha többszörös húzásra van szükség, egy vágószerszámot és gyakran egy peremező vagy vasaló szerszámot – egy teljes szerszámcsaládot, amely átlagosan 60 000 és 200 000 dollár közötti összeget jelent a közepes bonyolultságú alkatrészek esetében.
Az amortizáció számítása teljes mértékben az éves mennyiségtől függ. Tekintsük a következő összehasonlítást egy hipotetikus részhez, amely három különböző térfogati szinten fut:
| Éves mennyiség | Bélyegzőszerszám költség/egység (élettartam 5 év) | Rajzszerszám költség/egység (5 éves élettartam) | Szerszámköltség-előny |
| 50 000 egység/év | 0,32 USD | 0,52 USD | Bélyegzés 0,20 USD/db |
| 250 000 egység/év | 0,064 USD | 0,104 USD | Bélyegzés 0,04 USD/db |
| 1 000 000 egység/év | 0,016 USD | 0,026 USD | Bélyegzés 0,01 USD/db |
A fémbélyegző alkatrészek szerszámköltség-előnye a fém húzóalkatrész-termékekkel szemben gyorsan csökken a térfogat növekedésével, mivel nagyon nagy mennyiségeknél az egységenkénti szerszámköltség mindkét eljárásban elhanyagolhatóvá válik. Az abszolút dollárkülönbség az alacsony mennyiségeknél számít leginkább – sok gyártó pontosan ezen a helyen hoz szerszámberuházási döntéseket –, ami azt jelenti, hogy a szerszámköltségek összehasonlításának akkor van a legnagyobb gyakorlati jelentősége, amikor a leggondosabb vizsgálatnak vetik alá.
Anyagköltség és felhasználási hatékonyság
Az egy kész alkatrészre jutó anyagköltség az, ahol a fémhúzó alkatrésztermékek következetesen hátrányosak a geometriailag egyenértékű alkatrészek fémbélyegző részeivel szemben. A mélyhúzáshoz lényegesen nagyobb nyersdarab átmérőre van szükség, mint a kész alkatrész átmérője – a húzási arány (a nyersdarab átmérője osztva a lyukasztó átmérőjével) jellemzően 1,8 és 2,2 között van egyhúzásos műveletnél – ami azt jelenti, hogy 50-60%-kal több fém kerül a folyamatba, mint amennyi a kész alkatrészben megjelenik. Ennek az anyagnak egy része újra eloszlik a húzott héj falvastagságában, ahelyett, hogy hulladékká válna, de a húzás után eltávolított vágási ráhagyás törmelékké válik. 100 mm átmérőjű és 60 mm mélységű húzott rozsdamentes acél ház esetén a nyersdarab átmérője 230 mm lehet, ami jelentős anyagtartalommal rendelkező selejtgyűrűt eredményez, amelyet a hulladék visszanyerésével vissza kell fizetni, a nyersanyagköltség jelentős kedvezménnyel.
Ezzel szemben a fém sajtolt alkatrészek 70-85%-os szalagelrendezési kihasználtságot tudnak elérni a kedvező geometriájú alkatrészeknél – ami azt jelenti, hogy a beérkező tekercs tömegének 70-85%-a kész alkatrészként történik. A fennmaradó 15-30% ócskavas csontváz lesz, amelyet kilogrammonként újrahasznosítanak, ami jellemzően az alapanyag beszerzési árának 15-25%-a. 2026-ban a hidegen hengerelt acél tonnánkénti 700–850 dolláros ára, a rozsdaacél 2200–2800 dollár tonnánkénti ára mellett a nagy kihasználtságú bélyegzési elrendezések és a kevésbé hatékony rajzanyagok közötti rés 0,05–0 dollár/mp-hez képest 0,05–0 dollár/mp költséggel növelheti a húzott alkatrészek költségét. ekvivalensek – jelentős különbség az évi 200 000 egység feletti termelési mennyiségnél.
Munka, ciklusidő és sajtó költség alkatrészenként
A progresszív sajtolószerszámokon gyártott fém sajtolóalkatrészek jellemzően 80–400 ütés/perc sebességgel futnak, és minden löket egy kész alkatrészt eredményez. 200 SPM-nél egy 80 tonnás présgépen, amelynek működési költsége körülbelül 60–90 USD/óra, az alkatrészenkénti présköltség 0,005–0,0075 USD. A fémhúzó alkatrésztermékek többszörös préselést igényelnek – kivágás, első húzás, szükség esetén újrarajzolás, vágás, és gyakran külön peremezés vagy átszúrás – mindegyik 20–60 SPM sebességgel fut, tekintettel a mélyhúzásnál a fémáramlás szabályozásához szükséges lassabb alakítási sebességre. Még ha minden egyes művelet 40 SPM-en fut is, egy négy műveletből álló rajzsorozat négyszer annyi összesített présidőt vesz igénybe kész alkatrészenként, mint egy együtéses bélyegzett alkatrész, így a darabonkénti préselési költség általában 4–8-szor magasabb, mint az egyenértékű bélyegzett alkatrész műveletenkénti alapon.
Ez a számítás azonban lényegesen megváltozik, ha a rajzolt rész kiküszöböli azokat a másodlagos műveleteket, amelyeket a bélyegzett ekvivalens megkövetel. A fenéket, négy falat és egy peremelemet egyetlen alkatrészcsaládba integráló rajzos ház helyettesítheti a három vagy négy különálló alkatrészből álló, egymáshoz hegesztendő vagy rögzítendő sajtolt összeállítást. Ha az összeszerelési művelet munkaerő-, rögzítési költsége és minőségi kockázata szerepel a fémbélyegzési alkatrészek költségmodelljében, a bélyegzés látszólagos ciklusidő-előnye részben vagy teljesen ellensúlyozható a húzás során elkerülhető downstream költségekkel.
Minőségi költség, hulladékarány és másodlagos műveletek
A minőséggel kapcsolatos költségek eltérően hatnak a két folyamatra, és gyakran kimaradnak a kezdeti költség-összehasonlításból. A stabil anyagokat futtató, jól karbantartott progresszív szerszámokban lévő fém sajtolt alkatrészek általában 0,5% alatti selejt arányt érnek el az állandósult állapotú gyártás során. A fémhúzó alkatrészek termékei érzékenyebbek a bejövő anyagváltozásokra – különösen a tekercsen belüli folyáshatár változékonyságára –, mivel a húzási arány a névleges anyagtulajdonságokhoz van beállítva, és a folyáshatár tartomány felső végén lévő anyagtétel gyűrődést vagy törést okozhat ugyanazon húzási arány mellett, amely jó alkatrészeket állít elő névleges tulajdonságú anyaggal. Az ellenőrzött húzási folyamatok jellemzően 1–3%-os selejtnél futnak a húzás súlyosságától és az anyagállandóságtól függően, és a selejt részek nagyobbak és nehezebbek, mint a bélyegzőhulladék, így a minőségi kiesés anyagköltsége arányosan magasabb az elutasított darabonként.
A másodlagos műveletek eltérő módon növelik az egyes terméktípusok költségeit. A teljes összehasonlítás során figyelembe veendő általános másodlagos költségek a következők:
- Sorjázás: A kivágott élű fém sajtolt alkatrészek gyakran sorjázást vagy élhengerlést igényelnek összeszerelés vagy használat előtt. A húzott részek sima, megszakítás nélküli falakkal rendelkeznek, az oldalfalakon nincsenek nyírt élek, bár a peremen lévő szegélyezés figyelmet igényel.
- Felületkezelés: Mindkét alkatrésztípus igényelhet bevonatot, bevonatot vagy passziválást, de a zárt geometriájú húzott részek olyan becsípődési problémákat okozhatnak a folyadékkezelő fürdőkben, amelyeket a lapos sajtolt alkatrészek nem, néha vízelvezető lyukakat vagy speciális állványokat igényelnek, ami növeli a folyamat költségeit.
- Összeszerelés kiküszöbölése: Ahogy fentebb megjegyeztük, a húzott alkatrészek gyakran kihagyják a hegesztési, szegecselési vagy rögzítési lépéseket, amelyeket a bélyegzett szerelvények igényelnek, és az elkerült összeszerelési költségeket a teljes összehasonlítás során a rajzolási folyamatba kell beszámítani.
- Megmunkálás: A fém sajtolt alkatrészek ±0,05–0,10 mm-es lyukhelyek és profiltűrések érhetők el másodlagos megmunkálás nélkül. A fémhúzó alkatrésztermékek megmunkált meneteket, pontos furatméretezést vagy a karima felületének síkosság-korrekcióját igényelhetik, amelyet a sajtolás in-die is elérhet, ami 0,10–0,50 USD/darab megmunkálási költséget jelent a szorosan tűrt húzott alkatrészek esetében.
Döntési keret: melyik folyamat takarít meg több pénzt 2026-ban
A fent elemzett költségtényezők alapján a következő keretrendszer gyakorlati útmutatót ad annak meghatározásához, hogy egy adott alkalmazás esetében melyik folyamat biztosítja az alacsonyabb összköltséget 2026-os piaci körülmények között. Sem a fémbélyegző alkatrészek, sem a fémhúzó alkatrészek nem olcsóbbak – a válasz az alábbi tényezők konkrét kombinációjától függ.
| Döntési tényező | A fémbélyegző alkatrészeket részesíti előnyben | Előnyben részesíti a fémrajzoló alkatrészeket |
| Alkatrész geometriája | Lapos vagy sekély profil, 2D jellemzők | 3D héj, zárt forma, mély falak |
| Éves mennyiség | Bármilyen térfogat egyszerű geometriával | Közepestől magasig (kiegyenlíti a szerszámköltséget) |
| Anyagköltség érzékenység | Magas anyagköltség – jobb kihasználtság | A rajzolásnál alacsonyabbra állítás kiküszöböli az összeszerelést |
| Összeszerelés lefelé | Az alkatrész egy nagyobb összeállítás egyik alkotóeleme | A húzott rész helyettesíti a több darabból álló összeállítást |
| Tűrési követelmények | Szigorú síkbeli tűréshatárok, furatok elhelyezkedése | Falvastagság egyenletessége, varratmentes tokozás |
A legmegbízhatóbb megközelítés 2026-ban az, hogy egyidejű árajánlatot kérünk mindkét folyamatra, ahol az alkatrészgeometria ezt lehetővé teszi, meghatározva, hogy a teljes költség-összehasonlításnak magában kell foglalnia a szerszámok amortizációját, a másodlagos műveleteket és a selejtmennyiségre vonatkozó feltételezéseket, nem pedig az egységárat. Azok a beszállítók, akik valódi tapasztalattal rendelkeznek mind a fémbélyegző alkatrészek, mind a fémhúzó alkatrésztermékek terén, képesek lesznek azonosítani, hol van a költségkeresztezési pont egy adott alkatrész és mennyiség kombinációja esetén – és ez a szigorúan elvégzett elemzés többet ér, mint bármely általános költségszabály.

Előző bejegyzés
Miért igényelnek szigorúbb tűréseket az elektronikus bélyegző szerszámok, mint a háztartási készülékek bélyegzőszerszámai?
Következő bejegyzés
Mi a különbség a progresszív és a transzfer fémbélyegző szerszámok között?
A miénk Termékek.
Indítsa el vállalkozását egy OEM gyártóval itt!
Teljes körű kulcsrakész megoldásokat biztosít a globális ügyfelek számára
keresztül
innováció!
GYORSLINKEK
HÍREK
ELÉRHETŐSÉG.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
Szerzői jog © Suzhou Shuangqisi Mold Equipment Co., Ltd. Minden jog fenntartva. Egyedi bélyegző szerszám Fémbélyegző szerszámgyártók
