-
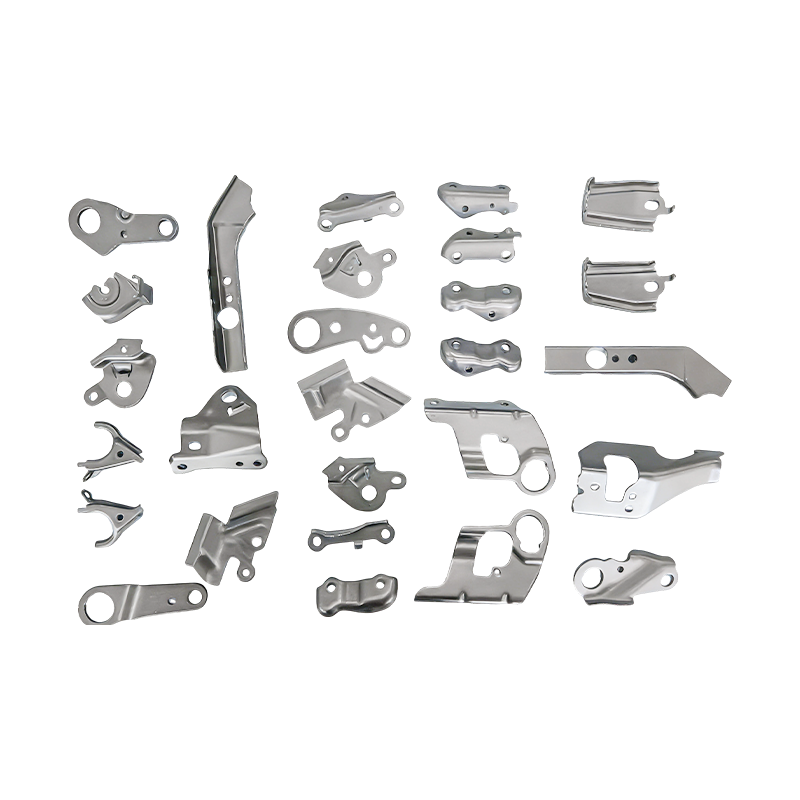
Kis autóalkatrészek progresszív présbélyegző alkatrészek
Kis autóalkatrészeink progresszív présbélyegző ...
-
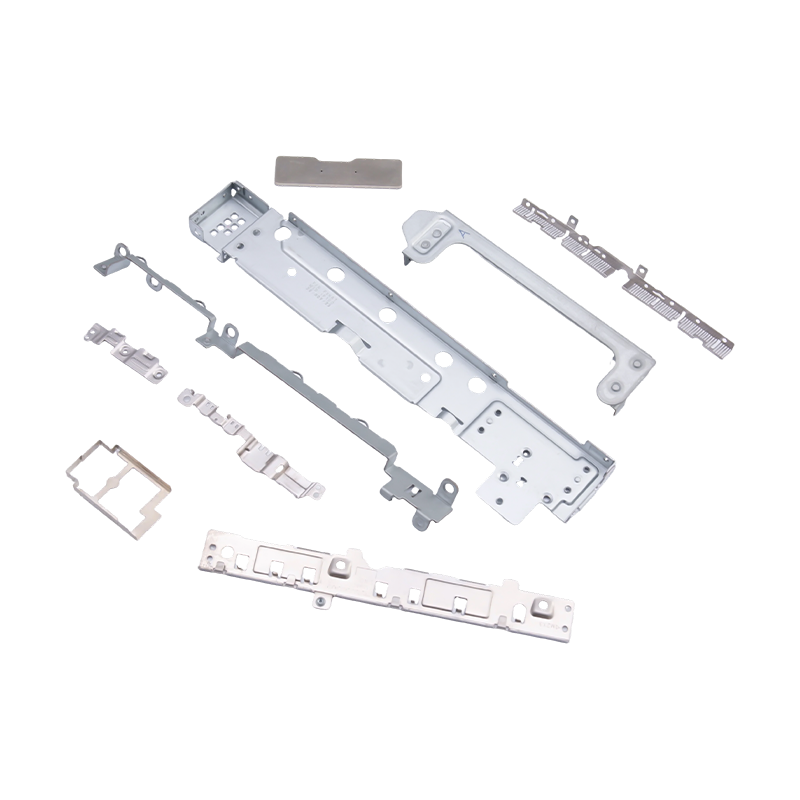
Kis bélyegzett alkatrészek laptopokhoz és mobiltelefonokhoz
A modern hordozható elektronika alapvető belső ...
-
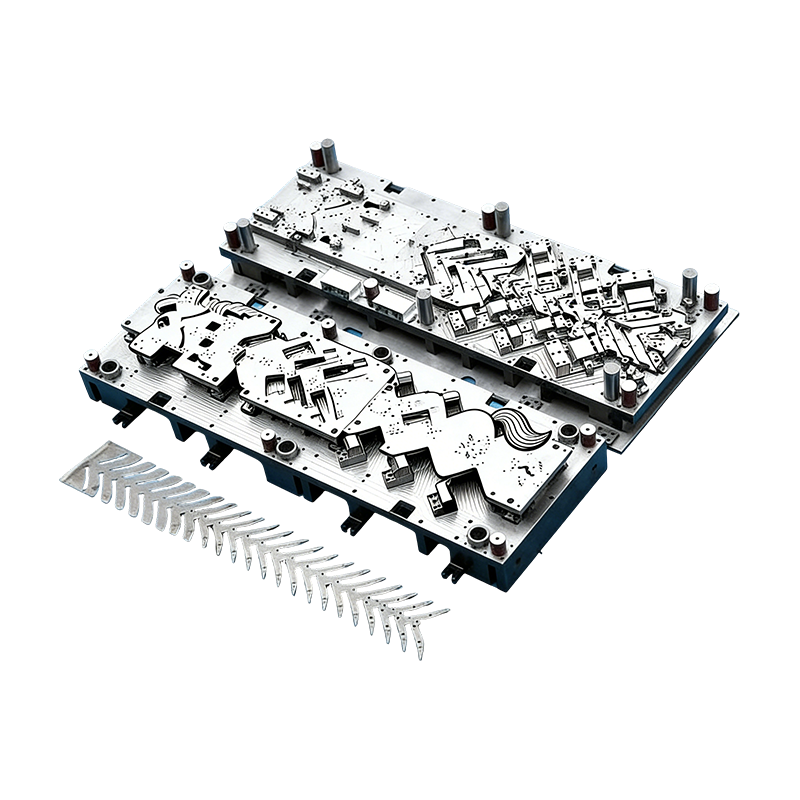
Progresszív öntőformák autóalkatrészekhez
Ezt az autómotorházhoz való folyamatos öntőform...
-
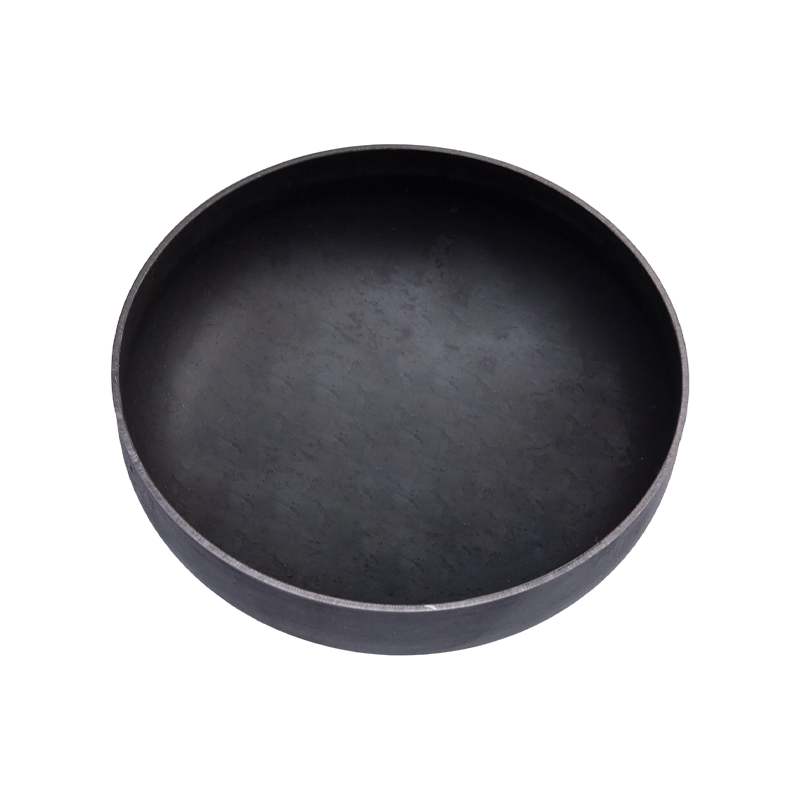
Gáztartály végén bélyegző alkatrészek
A gáztartály végének bélyegző részei az autóipa...
-
Az akkumulátor fedelének bélyegző részei
Akkumulátorfedél bélyegző alkatrészeink precízi...
-
Mélyhúzó forma kétkerekű elektromos járművek első és hátsó kerekeihez
Ez a mélyhúzó forma kétkerekű elektromos járműv...
Ipari hírek
Otthon / Hírek / Ipari hírek / Mi a különbség a progresszív és a transzfer fémbélyegző szerszámok között?
Mi a különbség a progresszív és a transzfer fémbélyegző szerszámok között?
2026-02-25
Hogyan mozgatják az egyes szerszámtípusok az anyagokat a sajtón keresztül
A progresszív és a transzfer fémbélyegző szerszámok közötti legalapvetőbb különbség abban rejlik, hogy a munkadarab hogyan mozog egyik alakító állomásról a másikra. A progresszív sajtolószerszámban a nyersdarab a teljes formázási folyamat során az eredeti tekercsszalaghoz rögzítve marad. A szalag minden préslökéssel egy rögzített osztásközzel halad előre, és a részben megformált részeket egymás után következő állomásokon – szúráson, szúráson, hajlításon, húzáson – keresztül viszi, amíg a kész alkatrészt le nem vágják a csontvázról a végső állomáson. Az alkatrészt fizikailag soha nem választják el a szalagtól, amíg a formázás be nem fejeződik, ami azt jelenti, hogy maga a szalag szolgál hordozóként és helymeghatározó referenciaként minden művelethez.
Átadás fémbélyegző szerszámok alapvetően más elven működnek. A tekercsből vagy lemezből az első állomáson egy nyersdarabot vágnak le, majd szabad, független darabként mozgatják állomásról állomásra egy mechanikus vagy szervohajtású átvivő ujjrendszerrel. Mivel az alkatrész már nincs szalaghoz kötve, áthelyezhető, átfordítható vagy átirányítható az állomások között – olyan mozgások, amelyek geometriailag lehetetlenek, ha a munkadarab még mindig egy folytonos hordozóhoz van rögzítve. Ez az anyagkezelési különbség a kiváltó oka a két szerszámtípus közötti szinte minden egyéb különbségnek a képességek, a költségek és az alkalmazás tekintetében.
Alkatrész geometriája és alakítási összetettsége
A progresszív fémbélyegző szerszámok a viszonylag lapos vagy sekély profilú alkatrészekhez a legalkalmasabbak. Mivel az alkatrész a csíkban marad, bármely kialakított elem teljes magasságát korlátozza annak szükségessége, hogy a csíknak továbbra is tisztán kell továbbhaladnia a szerszámon anélkül, hogy a kialakított geometria elszennyezné a szomszédos állomásokat vagy magát a szerszám szerkezetét. A szerény húzási mélységű alkatrészeknél – konzolok, kapcsok, kapcsok, laminálások és vékony metszetű hardverek – ez a megkötés ritkán számít, és a progresszív szerszámozás a természetes választás. A szalagelrendezés gyakran úgy tervezhető, hogy 75% feletti anyagfelhasználási arányt érjen el, és az átviteli mechanizmus hiánya kevesebb mechanikai alkatrészt és egyszerűbb rendszert jelent.
Átadás metal stamping dies become necessary when part geometry demands forming in multiple planes, deep drawing on more than one axis, or operations on surfaces that face downward relative to the strip — a configuration impossible to tool in a progressive die. Shell-shaped components, tubular cross-sections, parts with undercut flanges, and deep-drawn housings all fall into this category. Because the blank travels as an individual piece, the transfer die can present it to each station in the optimal orientation, including upside-down or rotated 90° if the forming geometry requires it. This three-dimensional freedom is the primary technical justification for the higher tooling investment that transfer dies require.
Sebesség, áteresztőképesség és termelési mennyiség
A progresszív fémbélyegző szerszámok percenkénti löketszámban folyamatosan felülmúlják az átviteli szerszámokat. Mivel nincs szinkronizáló átviteli mechanizmus – nincsenek ujjak a löketek közötti kinyújtáshoz, megfogáshoz, mozgatáshoz és visszahúzáshoz –, a progresszív szerszámok 200 és 1500 SPM közötti sebességgel működhetnek az alkatrész összetettségétől és a préselési képességtől függően. A nagy volumenű, kis-közepes alkatrészgyártásnál, évente millió darabban mérve, ez a sebességelőny olyan döntő átviteli előnyt jelent, amelyet más bélyegzési módszerrel nehéz összehozni.
Átadás dies are typically limited to 30–150 SPM by the kinematics of the transfer system, which must complete its full motion cycle — extending into the die, gripping the part, retracting, advancing to the next station, and releasing — within the window allowed by press ram motion. Servo transfer systems have improved this significantly compared to mechanical cam-driven fingers, but the fundamental cycle time constraint remains. For parts that genuinely require transfer die capability, this speed difference is an accepted trade-off rather than a flaw, since progressive tooling simply cannot produce those geometries at any production rate.
Szerszámköltségek, karbantartás és beállítás összehasonlítása
A szerszámberuházás és a folyamatos karbantartási költségek jelentősen eltérnek a két szerszámtípus között, és ezeknek a különbségeknek a megértése elengedhetetlen a megfelelő beszerzési döntés meghozatalához.
| Tényező | Progresszív fémbélyegző szerszámok | Átadás Metal Stamping Dies |
| Kezdeti szerszámköltség | Közepestől magasig | Magastól nagyon magasig |
| Beállítási idő futásonként | Rövidebb – egyetlen matricakészlet | Hosszabb – az átviteli rendszert időzíteni és be kell állítani |
| A karbantartás összetettsége | Mérsékelt – lyukasztó/matrica élezés, pilóta kopás | Magasabb – az átvivő ujjak, sínek és az időzítés növeli a kopáspontokat |
| A szerszámcsere rugalmassága | Korlátozottan – az állomások kölcsönösen függenek egymástól | Magasabb – az egyes állomások egymástól függetlenül cserélhetők |
| Minimális életképes térfogat | Magas (a mennyiséget amortizálja) | Közepestől magasig |
Az egyik karbantartási előny, amelyet a transzfer fémbélyegző szerszámok tartanak a progresszív szerszámokkal szemben, az a képesség, hogy a teljes szerszám átépítése nélkül szervizelhetők vagy cserélhetők az egyes állomásszerszámok. Mivel minden állomásszerszám egy különálló egység, a kopott húzóállomást ki lehet húzni és újraköszörülni, míg a többi a présen marad. A progresszív szerszámban az összes állomás egyetlen összetett szerelvénybe van integrálva, ami azt jelenti, hogy a szerszám szétszerelését igénylő karbantartás a teljes szerszámot és a teljes gyártási folyamatot érinti.
Anyagfelhasználási és hulladékarányos különbségek
Az anyagfelhasználás egy másik terület, ahol a két szerszámtípus jelentős mértékben eltér egymástól. A progresszív fémbélyegző szerszámok folyamatos selejtvázat hoznak létre – a nyersdarabok vagy kész alkatrészek eltávolítása után megmaradó csíkot –, amelyet kezelni, darabolni, ártalmatlanítani vagy újrahasznosítani kell. Az alkatrészgeometriától és a szalagelrendezés hatékonyságától függően a hulladékváz a teljes felhasznált tekercstömeg 20-40%-át teheti ki. A kifinomult szalagelrendezések szögben dőlt takarófelülettel, átlapolt, ellentétes részekkel vagy többsoros konfigurációkkal jelentősen csökkenthetik ezt a számot, de a váz a szalagon belüli feldolgozás elkerülhetetlen mellékterméke.
Átadás metal stamping dies cut the blank to near-net shape at the first station, so the scrap generated at that point can be optimized independently of the forming sequence that follows. For large parts with complex contours — where a progressive strip layout would require a very wide scrap bridge to maintain strip integrity — transfer blanking can achieve materially better utilization by nesting blanks tightly and running a dedicated high-efficiency blanking operation ahead of the transfer line. The scrap from subsequent forming stations is typically minimal, consisting only of piercing slugs and trim offal rather than a continuous skeleton.
Az alkalmazáshoz megfelelő szerszámtípus kiválasztása
A progresszív és a transzferfém sajtolószerszámok közötti választást az alkatrészigények strukturált értékelése kell, hogy vezérelje, ne csak a költségek. A következő kritériumok adnak gyakorlati döntési keretet:
- Alkatrész geometriája: Ha az alkatrész teljesen kialakítható úgy, hogy egy csíkban lapos marad – minden jellemző felülről vagy alulról elérhető áthelyezés nélkül – a progresszív szerszámozás megfelelő. Ha az alkatrészt több felületen kell alakítani, mélyhúzást kell végezni körülbelül 1:1 mélység-átmérő arány felett, vagy a karima alsó oldalán kell műveleteket végezni, akkor átviteli szerszámokra van szükség.
- Gyártási mennyiség: A nagyon magas éves mennyiségek (jellemzően évi 500 000 darab feletti a közepes összetettségű alkatrészeknél) előnyben részesítik a progresszív szerszámokat, mivel a sebességelőny jelentősen csökkenti a darabonkénti préselési idő költségét. Az átviteli szerszámok gazdaságosabbak közepes mennyiségeknél, ahol az alkatrészgeometria lehetetlenné teszi a progresszív szerszámozást.
- Alkatrész mérete: A nagy formátumú alkatrészek – amelyek bármilyen méretben nagyjából 400 mm-t meghaladóak – nem használhatók a progresszív matricákban, mert az ebből eredő szerszámhossz- és tekercsszélesség-igény meghaladja a tipikus prés- és tekercskezelési kapacitásokat. Az átviteli vonalak praktikusabban kezelik a nagy alkatrészeket az alkatrészre méretezett egyedi állomásszerszámok használatával, nem pedig egyetlen hosszúkás progresszív szerszámmal.
- Méretpontossági követelmények: A progresszív matricák az alkatrészt a szalagon lévő lyukakhoz kapcsolódó vezérlőcsapokon keresztül, míg az átvivő szerszámok az egyes nyersdarabokat az alkatrészjellemzők vagy a beágyazott szerszámok segítségével határozzák meg az egyes állomásokon. Azoknál az alkatrészeknél, ahol a jellemzők közötti pozíciótűrés ±0,05 mm-nél szűkebb, az egyes szerszámtípusok helymeghatározási stratégiáját gondosan értékelni kell az általuk generált tűréshalmazhoz képest.
- A jövő tervezési rugalmassága: Ha az alkatrész kialakítása várhatóan megváltozik a termék életciklusa során, az átviteli szerszámok nagyobb alkalmazkodóképességet kínálnak, mivel az egyes állomási szerszámok egymástól függetlenül módosíthatók. A progresszív szerszámok jellemzőinek megváltoztatása gyakran több, egymástól függő állomás egyidejű újratervezését igényli.
A gyakorlatban a döntést ritkán hozzák meg elszigetelten. A szerszámozási stratégia ajánlása előtt egy tapasztalt szerszámgyártó együtt értékeli az alkatrészrajzot, az éves mennyiség-előrejelzést, a rendelkezésre álló préserőforrásokat és a későbbi összeszerelési követelményeket. Mind a progresszív, mind a transzferfém sajtolószerszámok kiforrott, jól érthető technológiát képviselnek – a kulcs az, hogy a megfelelő technológiát az alkalmazás speciális igényeihez igazítsák, nem pedig a legismertebb megközelítést.

Előző bejegyzés
Költség-összehasonlítás: fémbélyegző alkatrészek VS fém rajzalkatrészek termékei 2026-ban
Következő bejegyzés
Az autóipari bélyegzőszerszám-ipar a technológiai fejlesztések új fordulóját vezeti be.
A miénk Termékek.
Indítsa el vállalkozását egy OEM gyártóval itt!
Teljes körű kulcsrakész megoldásokat biztosít a globális ügyfelek számára
keresztül
innováció!
GYORSLINKEK
HÍREK
ELÉRHETŐSÉG.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
Szerzői jog © Suzhou Shuangqisi Mold Equipment Co., Ltd. Minden jog fenntartva. Egyedi bélyegző szerszám Fémbélyegző szerszámgyártók
