-
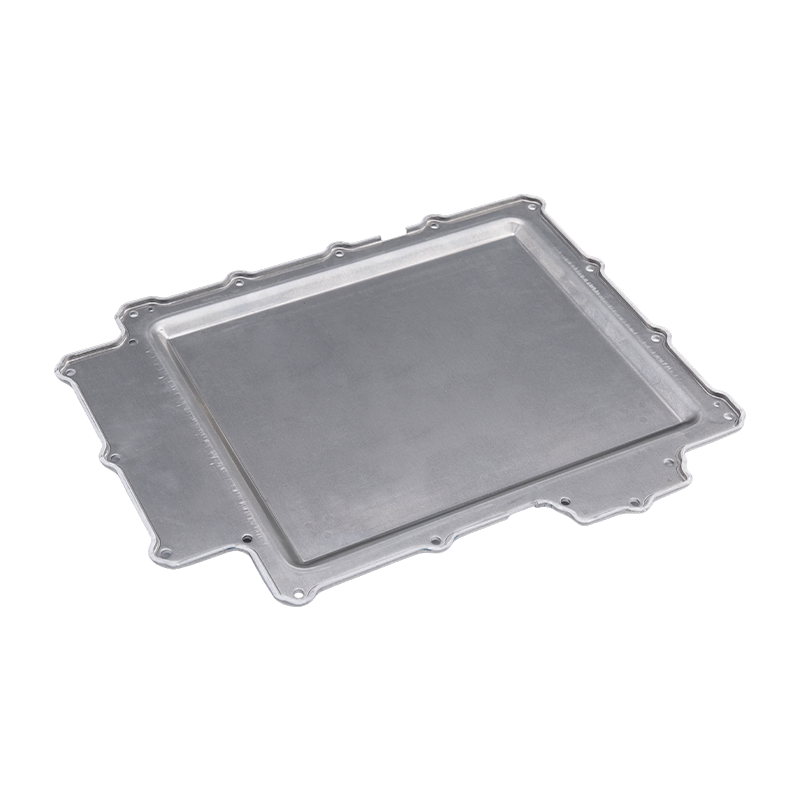
Az akkumulátor fedelének bélyegző részei
Akkumulátorfedél bélyegző alkatrészeink precízi...
-
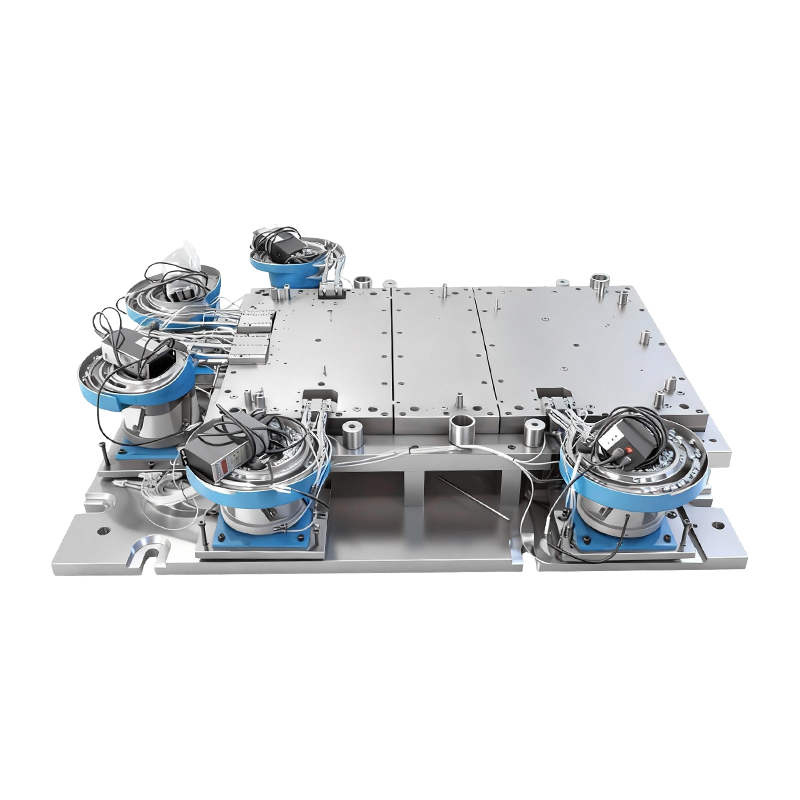
Automatikus szegecselő forma nagy számítógépes gépalaphoz
Ez az automatikus szegecselőforma nagy számítóg...
-
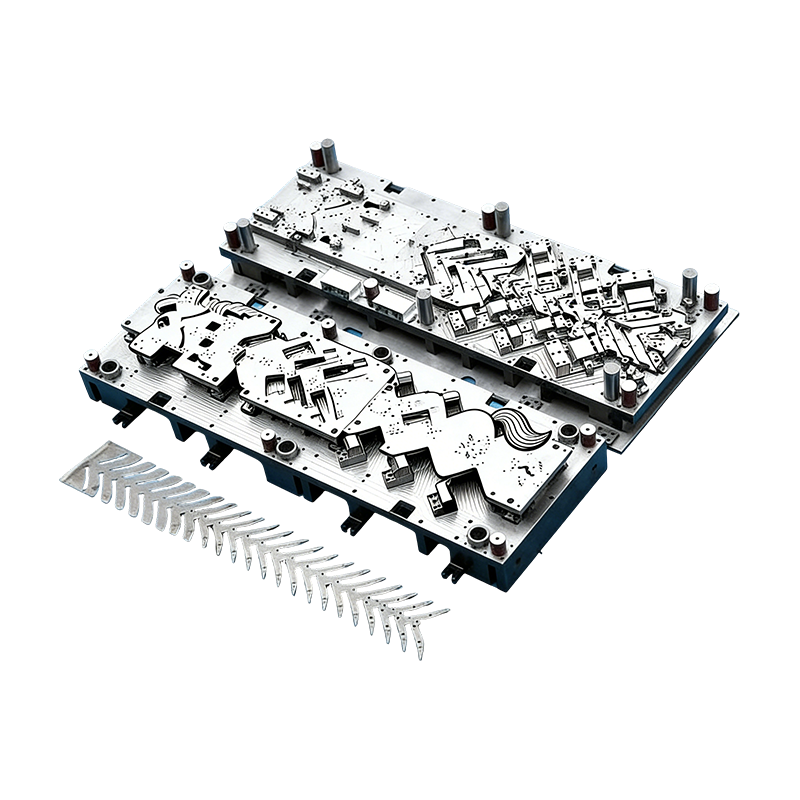
Progresszív öntőformák autóalkatrészekhez
Ezt az autómotorházhoz való folyamatos öntőform...
-

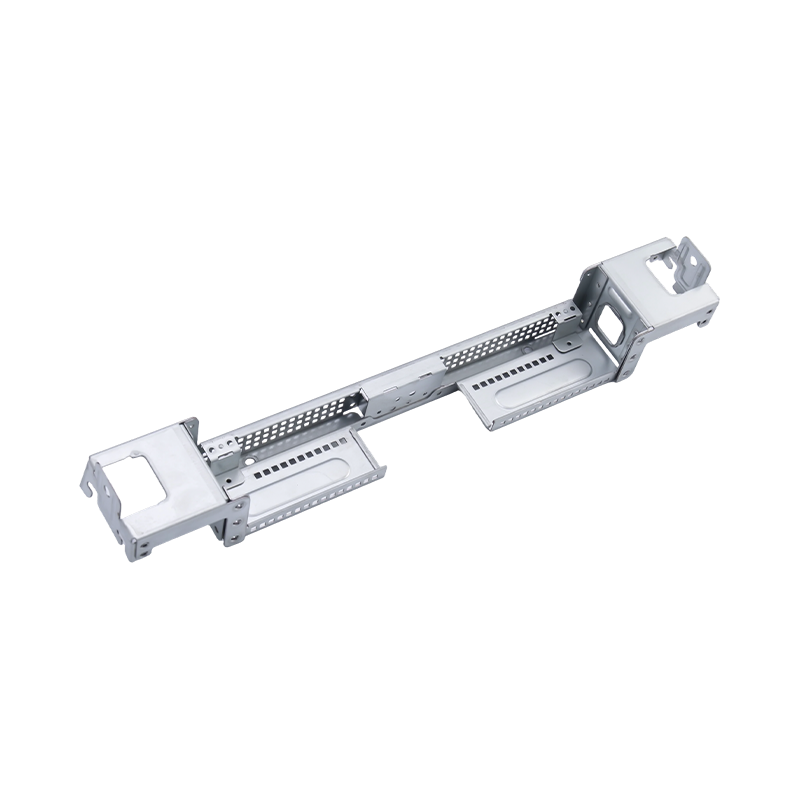
Gépjárműmotorház-bélyegző alkatrészek
Az autómotorok házának bélyegző alkatrészei az ...
-
Csúcskategóriás nagy számítógépes bélyegzőalkatrészek
Csúcskategóriás nagyméretű számítógépes bélyegz...
Ipari hírek
Otthon / Hírek / Ipari hírek / A karosszéria panelektől az akkumulátorházakig: Az autóipari mélyrajzolás mögötti mérnöki munka
A karosszéria panelektől az akkumulátorházakig: Az autóipari mélyrajzolás mögötti mérnöki munka
2026-04-21
Mik azok az autóipari bélyegző szerszámok és hogyan működnek
Autóipari bélyegző szerszámok precíziós szerszámrendszerek, amelyeket sík fémlemezek bonyolult háromdimenziós alkatrészekké alakítására használnak szabályozott képlékeny deformáció révén. A különféle típusok közül pl. rajz meghal és mélyrajz meghal a legkritikusabbak az üreges vagy csésze alakú alkatrészek előállításához – az ajtók külső paneleitől és burkolataitól az akkumulátorházakig és a szerkezeti megerősítésekig.
A mélyhúzási folyamat úgy működik, hogy egy lapos fémdarabot egy lyukasztóval a szerszámüregbe nyomnak, míg a nyersdarab tartója szabályozott erővel irányítja a fém áramlását és megakadályozza a hibákat. A sekélyalakítással ellentétben a mélyhúzás olyan húzási arányt ér el – a nyersdarab átmérőjének és a lyukasztó átmérőjének arányát –, amely általában meghaladja a 2,5:1-et, lehetővé téve a szélességükhöz képest lényegesen mélyebb alkatrészek előállítását. Ez a képesség elengedhetetlen az autóipari alkalmazásokhoz, ahol a komplex geometriának és a szerkezeti integritásnak együtt kell léteznie.
A komplett szerszámszerelvény általában négy fő összetevőből áll:
- A ütés , amely fizikailag deformálja a fémdarabot lefelé az üregbe
- A meghalni (női forma), amely meghatározza a kialakított rész külső alakját és méreteit
- A üres tartó , amely állítható nyomást fejt ki a fémlemez karimára az anyagáramlás szabályozása érdekében
- A meghalni set (alap- és vezetőszerelvény), amely pontos igazítást és ismételhetőséget biztosít a gyártási ciklusok során
Ezeket az alkatrészeket együtt kell megtervezni úgy, hogy a tolerancia szintjei tipikusan szinten maradjanak ±0,02 mm , amely biztosítja a méretpontosságot a nagy mennyiségű gyártás során, amely akár több százezer alkatrészt is elérhet évente.
Kulcsfontosságú tervezési kritériumok a nagy teljesítményű mélyhúzó szerszámokhoz
A hatékony mélyhúzó szerszámok autóipari felhasználásra történő tervezése több, egymással versengő mérnöki igény kiegyensúlyozását igényli. A rossz kialakítás repedéshez, gyűrődéshez, visszaugráshoz vagy idő előtti szerszámkopáshoz vezet – mindez közvetlenül növeli a gyártási költségeket és az állásidőt. A következõ paraméterek központi szerepet játszanak a következetes, hibamentes kimenet eléréséhez.
Üres tartó erővezérlés
Az üres tartó erő (BHF) az egyik legbefolyásosabb változó a mélyhúzási folyamatban. Az elégtelen BHF miatt a fémlemez meghajlik és ráncosodik, ahogy befelé áramlik; A túlzott BHF korlátozza az anyagáramlást, és a lyukasztó sugaránál szakadáshoz vagy repedéshez vezet. Modern autóipari bélyegző szerszámok használjon hidraulikus vagy szervovezérlésű nyersdarabtartókat, amelyek képesek dinamikusan szabályozni a nyomást a teljes löketciklus során – gyakran a maximális erő 20%-a és 80%-a között változnak az alakítási mélységtől és az anyagtípustól függően.
Felületkezelés és súrlódáscsökkentés
A fémlemezzel érintkező szerszámfelületeknek rendkívül sima felületet kell elérniük a súrlódás által kiváltott elvékonyodás és epedés minimalizálása érdekében. Iparági szabványok a nagy teljesítményhez mélyrajz meghal felületi érdesség szükséges Ra ≤ 0,05 μm , amelyet polírozással, keménykrómozással vagy fizikai gőzleválasztással (PVD) érnek el, mint például a TiCN vagy a DLC (gyémántszerű szén). Ezek a bevonatok jelentősen meghosszabbítják a szerszám élettartamát, csökkentve a csereintervallumokat a tömeggyártási környezetben.
Moduláris szerszámozási architektúra
A moduláris szerszámszerkezetek lehetővé teszik az egyes alkatrészek – például lyukasztók, betétek vagy üres tartószegmensek – önálló cseréjét, nem pedig a szerszám teljes cseréjét. A több modellváltozatot megosztott platformokon futtató autóipari OEM-ek esetében a modularitás 25–40%-kal csökkenti a szerszámberuházást, és órákról percekre csökkenti az átállási időt. Ez a tervezési megközelítés a karbantartás ütemezését is leegyszerűsíti, és gyorsabb alkalmazkodást tesz lehetővé a mérnöki változtatási utasításokhoz (ECO).
Alkalmazások hagyományos és elektromos járművekben
Míg a mélyhúzás alapvető mechanikája konzisztens marad, a hagyományos járművekkel és az elektromos járművekkel (EV-k) szemben támasztott speciális követelmények jelentősen eltérnek egymástól – tükrözve az anyagok, geometriák és szerkezeti prioritások különbségeit.
| Paraméter | Hagyományos járművek | Elektromos járművek |
|---|---|---|
| Elsődleges anyagok | Lágyacél, HSLA acél | Alumínium ötvözet, magnézium-alumínium ötvözet |
| Tipikus rajzarány | 1,8:1 – 2,2:1 | 2,5:1 és magasabb |
| Kulcsformázott alkatrészek | Ajtópanelek, motorháztetők, csomagtérajtók | Akkumulátorházak, motorházak, padlótálcák |
| Tolerancia követelmény | ±0,05 mm (test panelek) | ±0,02 mm (battery enclosures) |
| Die anyagi kihívás | Kopásállóság az acél alakításához | Epedés megelőzés lágy ötvözetekkel |
EV-specifikus alkalmazásokhoz rajz meghal A magnézium-alumínium ötvözetből készült akkumulátorházhoz tervezve egyedi kihívásokkal néz szembe. Ezeknek a könnyű ötvözeteknek a rugalmassága alacsonyabb, mint az acélé, és hajlamosabbak a visszarugaszkodásra és a felületi horzsolásra. Az ezekhez az alkatrészekhez használt szerszámokat jellemzően fűtött szerszámokkal (200–300 °C-on melegen alakítják) az anyagáramlás javítása érdekében, valamint a szerszám szerkezetébe integrált speciális kenőanyag-kijuttató csatornákkal, hogy a hosszú gyártási folyamatok során állandó súrlódási feltételeket tartsanak fenn.
Szimulációs technológiák és intelligens felügyelet a die Engineering területén
Modern autóipari bélyegző szerszámok Fejlett szimulációs platformokkal együtt fejlesztik, mielőtt bármilyen fizikai szerszámot gyártanának. Végeselem-elemző (FEA) szoftver – beleértve az olyan eszközöket, mint az AutoForm, a Pam-Stamp és az LS-DYNA – lehetővé teszi a mérnökök számára, hogy gyakorlatilag szimulálják a teljes alakítási folyamatot, nagy pontossággal előre jelezve az elvékonyodás eloszlását, a ráncosodási kockázati zónákat, a visszarugaszkodás mértékét és a nyersdarabtartó nyomásigényét.
Egy tipikus szimulációs munkafolyamat egy összetett mélyrajzolt komponenshez a következőket tartalmazza:
- Anyagjellemző bemenet — folyáshatár, n-érték (nyúlási keményedési kitevő), r-érték (plasztikus anizotrópiai arány) az adott ötvözetre és temperamentumra
- Alakítási határdiagram (FLD) elemzés — biztonságos, marginális és hibazónák azonosítása a kialakított részen belül
- Springback kompenzációs modellezés — a rugalmas visszanyerés előrejelzése és a szerszámgeometria előkompenzálása a végső hálóforma elérése érdekében
- Próbáld ki a virtuális iterációt - a fizikai próbaciklusok csökkentése 10-15-ről alkatrészenként 5-nél kevesebbre, jelentős idő- és anyagköltség megtakarításával
A tervezésen túl az intelligens felügyeleti rendszerek egyre inkább beágyazódnak a gyártásba mélyrajz meghal magukat. A piezoelektromos erőérzékelők valós idejű nyersdarabtartó erőeloszlását mérik, míg az akusztikus emissziós érzékelők észlelik a kopás vagy anyagrepedés korai jeleit, mielőtt a hibás alkatrészeket előállítanák. Az ezekből az érzékelőkből származó adatok bekerülnek a gyártás-végrehajtási rendszerekbe (MES), lehetővé téve a zárt hurkú folyamatvezérlést, amely dinamikusan állítja be a présparamétereket – megőrzi a méretstabilitást még akkor is, ha az anyagtétel tulajdonságai tekercsenként változnak.
Anyagválasztás és felületkezelés a hosszú szerszámélettartam érdekében
Az élettartama rajz meghal a nagy mennyiségű autógyártásban kritikus gazdasági tényező. Egy tipikus karosszériaelem-szerszámkészlettől várhatóan 500 000–1 000 000 alkatrész készül, mielőtt jelentős felújításra lenne szükség. Ennek elérése megköveteli a szerszámanyagok gondos megválasztását és a munkadarab anyagához és a gyártási mennyiséghez igazodó felületkezeléseket.
Az autóipari bélyegzéshez használt gyakori szerszámanyagok a következők:
- gömbgrafitos öntöttvas (GGG70L) - Költséghatékony kis és közepes térfogatú szerszámokhoz, jó megmunkálhatóság, de kisebb keménység (58-62 HRC kezelés után)
- Szerszámacél (D2, DC53) — nagyobb keménység és kopásállóság, előnyös a nagy térfogatú acélformázó szerszámokhoz
- Keményfém lapkák - nagy kopásnak kitett érintkezési zónákon, például a szerszám sugarainál és a húzóperemeknél alkalmazva, 3–5-szörösére növelve a helyi élettartamot a szerszámacélhoz képest
- Alumínium bronz ötvözetek - alumínium vagy magnézium munkadarabokat formázó szerszámokhoz, megakadályozva az eltérő anyagpárosítás miatti epedést
A megmunkálás és hőkezelés után alkalmazott felületkezelések tovább javítják a teljesítményt. A nitridálás a felületi keménységet 70 HRC-re növeli, miközben megtartja a mag szívósságát. Az olyan PVD-bevonatok, mint a TiAlN, 3000 HV-ot meghaladó keménységet kínálnak, és ~0,15-ről 0,05 alá csökkentik a súrlódási együtthatót – ez közvetlenül az elektromos járművek könnyűszerkezetes alkatrészeinek vékonyodását jelenti, ahol a falvastagság egyenletessége kritikus az akkumulátorház tömítése és a szerkezeti teljesítmény szempontjából.
Autóipari bélyegző szerszámok adaptálása a könnyű és nagy szilárdságú trendekhez
Az autóipar gyorsuló elmozdulása a könnyű súlyozás irányába – amelyet mind az elektromos járművek hatótávolsága, mind a károsanyag-kibocsátási előírások vezérelnek – alapvetően átalakítja a vele szemben támasztott követelményeket. autóipari bélyegző szerszámok . Az 1000 MPa feletti szakítószilárdságú fejlett nagyszilárdságú acélok (AHSS), valamint a 6xxx és 7xxx sorozatú alumíniumötvözetek egyre inkább felváltják a hagyományos lágyacélokat a szerkezeti alkalmazásokban. Ezek az anyagok elődeikhez képest lényegesen nagyobb alakító erőket, pontosabb BHF-szabályozást és továbbfejlesztett visszarugózási kompenzációs stratégiákat igényelnek.
A matricákat e fejlődő piacra szállító gyártók válasza többirányú volt. A szerszámszerkezeteket nagyobb merevséggel alakítják át, hogy ellenálljanak a megnövekedett alakítási terheléseknek, elhajlás okozta mérethibák nélkül. A hűtő- és fűtőcsatornákat a szerszámtestekbe integrálják, hogy lehetővé tegyék az alumínium és a bóracél meleg vagy meleg alakítását. A szimuláció által vezérelt próbafolyamatok pedig még az alkatrészek bonyolultságának növekedésével is összenyomják a fejlesztési idővonalakat.
végső soron mélyrajz meghal A következő generációs autóipari és elektromos járműalkatrészeknek egyszerre kell szűkebb tűréshatárokat, hosszabb élettartamot, gyorsabb beállítást és kompatibilitást a fejlett anyagok szélesebb skálájával biztosítaniuk. Ennek az egyensúlynak az eléréséhez olyan integrált mérnöki megközelítésre van szükség – amely egyesíti a precíziós gyártást, a fejlett bevonatokat, a valós idejű folyamatfelügyeletet és az anyagtudományi szakértelmet –, amely a mélyhúzó szerszámtechnológiát az autóipar átalakulásának alapvető eszközévé teszi.

Előző bejegyzés
Fémbélyegző alkatrészek: típusok és alkalmazások
Következő bejegyzés
Miért váltja az alumíniumötvözet az acélt az elektronikus bélyegző alkatrészekben?
A miénk Termékek.

Indítsa el vállalkozását egy OEM gyártóval itt!
Teljes körű kulcsrakész megoldásokat biztosít a globális ügyfelek számára
keresztül
innováció!
GYORSLINKEK
HÍREK
ELÉRHETŐSÉG.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
Szerzői jog © Suzhou Shuangqisi Mold Equipment Co., Ltd. Minden jog fenntartva. Egyedi bélyegző szerszám Fémbélyegző szerszámgyártók
