-
Laptop bélyegző alkatrészek
Laptopbélyegző alkatrészeink precíziós gyártású...
-
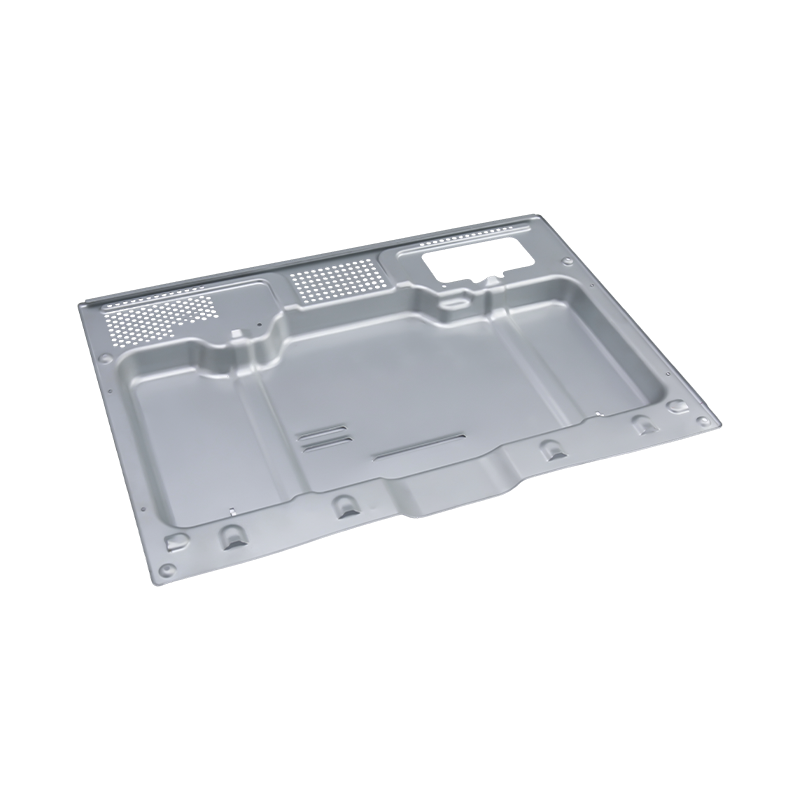
Csúcskategóriás sütőbélyegző alkatrészek
Csúcskategóriás sütőbélyegző alkatrészeink prec...
-
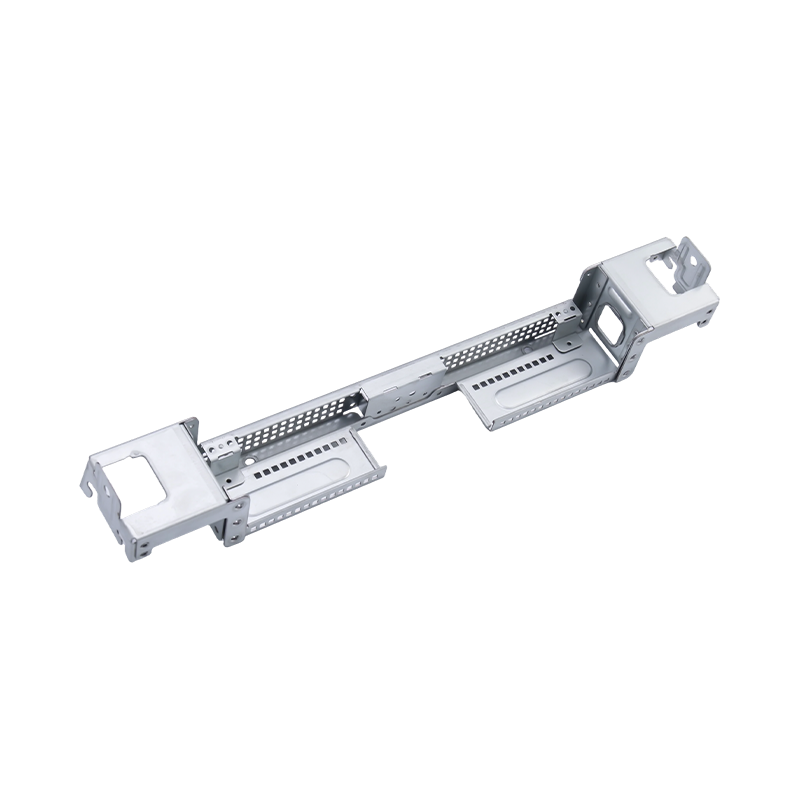
Csúcskategóriás nagy számítógépes bélyegzőalkatrészek
Csúcskategóriás nagyméretű számítógépes bélyegz...
-
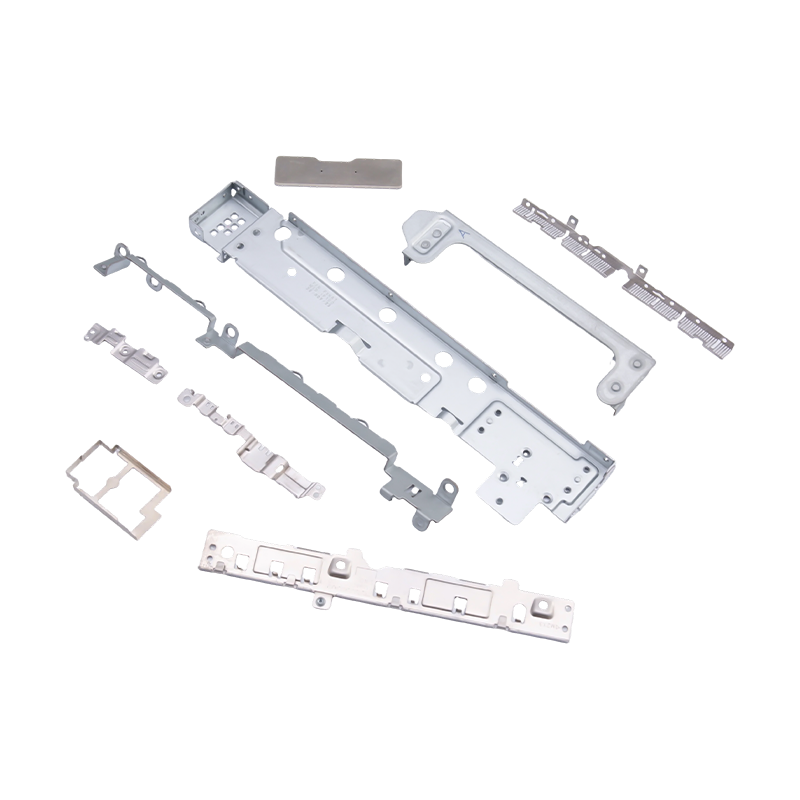
Kis bélyegzett alkatrészek laptopokhoz és mobiltelefonokhoz
A modern hordozható elektronika alapvető belső ...
-

Gépjárműmotorház-bélyegző alkatrészek
Az autómotorok házának bélyegző alkatrészei az ...
-
Gáztartály végén bélyegző alkatrészek
A gáztartály végének bélyegző részei az autóipa...
Ipari hírek
Fémbélyegző alkatrészek: típusok és alkalmazások
2026-04-27
Mik azok a fémbélyegző alkatrészek, és miért számít a pontosság?
Fém sajtolt alkatrészek Olyan alkatrészek, amelyeket úgy állítanak elő, hogy ellenőrzött erőt alkalmaznak préseken és lyukasztókon keresztül a lapos fémlemez alapanyagra, és a nyersanyagot precízen kialakított szerkezeti és funkcionális elemekké alakítják át olyan műveletek révén, mint a kivágás, átszúrás, hajlítás, húzás és vágás. Ellentétben a megmunkálással, amely eltávolítja az anyagot a geometria elérése érdekében, a sajtolás elmozdítja és fémet formál, gyakorlatilag nem keletkezik anyaghulladék a vágási szakaszban, és lehetővé teszi a másodperc törtrészében mérhető ciklusidőket alkatrészenként. A sebesség, az ismételhetőség és a méretkonzisztencia kombinációja a fémbélyegzést teszi a domináns gyártási folyamattá, ahol nagy mennyiségű fémlemez alkatrészre van szükség.
A pontosság az a meghatározó jellemző, amely elválasztja az ipari minőségű bélyegzést az árucikk-lemezmunkáktól. Az olyan alkalmazásokban, mint a fogyasztói elektronika, az autóipari szerelvények és a háztartási gépek, a bélyegzett alkatrészeknek meg kell felelniük a kritikus méretek ±0,05 mm-es tűrésének, és a síkossági eltéréseket 0,1 mm-nél kisebbre kell szabályozni az alkatrész felületén. Ezeknek a specifikációknak a több százezer darabból álló gyártási sorozatok során történő következetes eléréséhez mikron-szintű pontossággal megtervezett progresszív szerszámozásra, szervohajtású présrendszerekre van szükség valós idejű űrtartalom-felügyelettel, valamint a sorja magasságának, a furatpozíció-eltéréseknek és a felületi hibáknak a gyártási sebességnél történő észlelésére képes sorja-ellenőrzésre.
A fémbélyegzéssel feldolgozott anyagok széles spektrumot ölelnek fel. A hidegen hengerelt acél (SPCC, DC01), galvanizált lemez, tűzihorganyzott acél, 304 és 430 rozsdamentes acél, 1050 és 5052 alumíniumötvözetek, rézötvözetek és berillium réz rutinszerűen bélyegzésre kerülnek, a mechanikai, alkalmazási, korrózióállósági és vezetőképességi követelményektől függően. Az anyagválasztás közvetlenül befolyásolja a szerszám kopási sebességét, a visszaugrási viselkedést, a felületi minőség minőségét és a későbbi befejezési folyamatokat – bevonatolás, eloxálás, porfestés –, amelyeket a kész bélyegzés igényel.
Elektronikus bélyegzőalkatrészek: precízió a modern eszközök középpontjában
Elektronikus bélyegző alkatrészek a fémbélyegzőipar egyik műszakilag legigényesebb szegmensét képviselik. A nyomtatott áramköri lapokhoz gyártott alkatrészeknek, csatlakozóknak, kivezetéseknek, EMI-árnyékolódobozoknak, akkumulátorérintkezőknek, kapcsolóházaknak és érzékelőkonzoloknak egyesíteniük kell a szubmilliméteres méretpontosságot meghatározott elektromos, termikus és mechanikai teljesítményjellemzőkkel – mindezt a versenytárs fogyasztói elektronikai piacok szigorú költségkorlátai között.
A csatlakozókapcsok és az érintkezőrugók a gyártás során a legnagyobb kihívást jelentő elektronikus bélyegzőalkatrészek közé tartoznak. A 0,1 mm és 0,5 mm közötti vastagságú foszforbronzból, berillium rézből vagy sárgaréz szalaganyagból készült alkatrészekhez többlépcsős progresszív matricákra van szükség, amelyek egyszerre simítják ki a profilt, alakítják ki a rugógeometriát, és egyetlen nyomómozdulattal érembe helyezik az érintkezési felületet. Az érintkezési erőt, a behelyezési/kihúzási ciklus tartósságát és az érintkezési ellenállást – általában 10 mΩ alatti értékre van szükség 1000 behelyezési ciklus után – az általános anyagtanúsítványok helyett az alkalmazás-specifikus vizsgálati protokollok érvényesítik.
EMI árnyékoló kannák és rádiófrekvenciás tokozások
Az EMI árnyékoló kannák vékonyfalú, nikkel-ezüstből, hidegen hengerelt acélból vagy rozsdamentes acéllemezből készült, 0,15–0,3 mm vastagságú elektronikus bélyegző részek. Feladatuk a nagy sebességű processzormodulok, vezeték nélküli kommunikációs IC-k és energiagazdálkodási áramkörök rádiófrekvenciás kibocsátásának korlátozása a sűrűn lakott PCB-ken. A doboz kerületének és magasságának méretpontossága kritikus: a 0,1 mm-t meghaladó rések az ülékperemen olyan nyílásokat hoznak létre, amelyek 10–20 dB-lel csökkentik az árnyékolás hatékonyságát 1 GHz feletti frekvenciákon, közvetlenül rontva az eszköz rádióteljesítményét, és potenciálisan a hatósági tanúsítás meghibásodását okozhatják.
Akkumulátor érintkezők és rugós csatlakozók
A hordozható eszközök akkumulátor-érintkezőrugóinak egyenletes érintkezési erőt kell biztosítaniuk az akkumulátor teljes behelyezési és eltávolítási ciklusa alatt – általában 500–1000 ciklus a fogyasztói eszközök esetében. Az ebbe a kategóriába tartozó elektronikus bélyegzőalkatrészek rozsdamentes acélból vagy foszforbronzból készülnek, az érintkező csúcsán arany vagy nikkel bevonattal. A rugógeometria – konzolos, tekercses vagy hajtogatott – végeselemes szimulációval van optimalizálva a szerszám tervezése során, hogy az érintkezési erő a megadott ablakon belül maradjon (általában 1–3 N) az akkumulátorcella és a ház teljes méretű tűréskötegében.
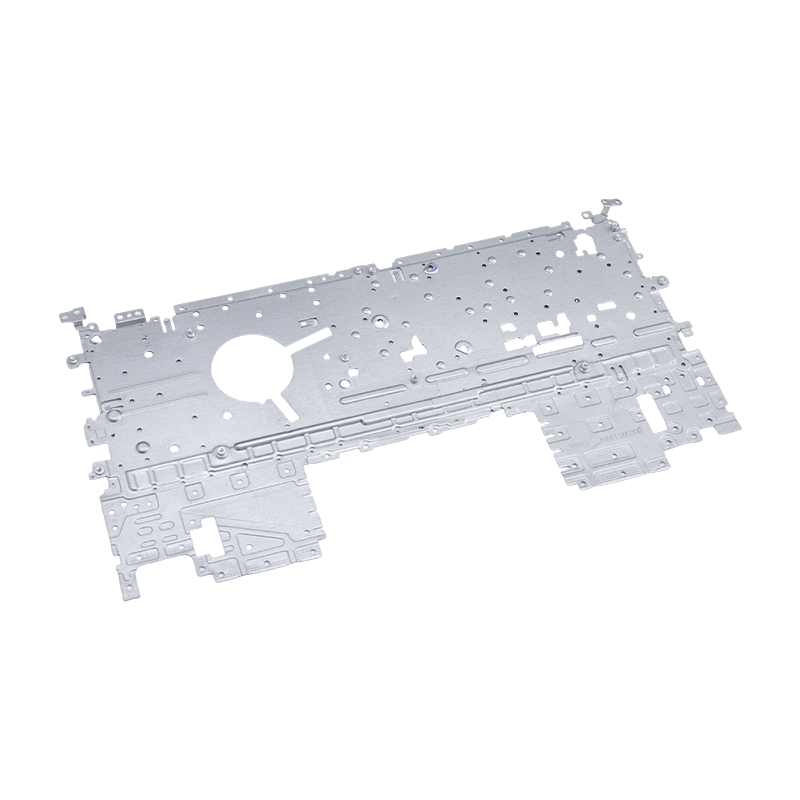
Laptop bélyegző alkatrészei: szerkezeti pontosság a vékony profilú összeállításokban
Laptop bélyegző alkatrészek egyedi korlátozások alapján működnek, amelyek megkülönböztetik őket az általános elektronikus bélyegző alkatrészektől. A vékonyabb, könnyebb noteszgépek felé irányuló könyörtelen törekvés – a vázvastagság ma már rendszeresen 14 mm alatti, a rendszer össztömege pedig 1 kg alatti – olyan nyomott alkatrészeket igényel, amelyek minimális anyagvastagság mellett maximális szerkezeti merevséget biztosítanak, miközben a tizedmilliméteres szerelési borítékokba illeszkednek.
A zsanértartó az egyik mechanikailag legigényesebb laptop bélyegző alkatrésze bármely notebook kivitelben. A 600 MPa-t meghaladó szakítószilárdságú, nagy szilárdságú rozsdamentes acélból vagy hidegen hengerelt acélból készült zsanértartóknak ellenállniuk kell a fedél nyitási-zárási műveletei során fellépő ciklikus kifáradási terhelésnek – a kereskedelmi kategóriás laptopoknál jellemzően 20 000–30 000 ciklusra –, maradandó deformáció vagy felületrepedés nélkül. A fokozatos bélyegzés, majd a csuklófuratok helyein végzett vágás biztosítja, hogy a furat átmérője és helyzeti pontossága megfeleljen a csuklópánt forgócsap-szerelvény szoros ütközési illesztési követelményeinek.
A belső vázerősítő tartókonzolok, az alaplapra szerelhető támasztékok, a hőmodul rögzítőkapcsok és a billentyűzet hátlapjának tartókeretei a laptop bélyegzőalkatrészeinek további kategóriái, ahol a méretek felhalmozása kritikus fontosságú. A rendszerszinten a milliméter töredékeiben mért összeszerelési tűréseknél minden bélyegzésnek következetesen el kell érnie az egyéni tűréshatárt – jellemzően ±0,1 mm a furatpozícióknál és ±0,05 mm a kritikus illesztéseknél –, hogy lehetővé váljon a robotos összeszerelés kézi beállítás nélkül. A korrózióállósági és a földelési vezetőképességi követelmények teljesítése érdekében ezeket az alkatrészeket felületkezeléssel, többek között elektromentes nikkelezéssel, fekete-oxiddal és kémiai konverziós bevonattal látják el.
Háztartási gépek bélyegzőalkatrészei: tartósság, több évtizedes üzemidőre tervezve
A háztartási gépek bélyegzőalkatrészei a hűtőszekrények, mosógépek, légkondicionálók és mikrohullámú sütők alapvető szerkezeti és funkcionális vázaként szolgálnak. Ellentétben a fogyasztói elektronikával – ahol három-öt éves termékélettartam a jellemző – a nagy háztartási készülékeket tíz-tizenöt év folyamatos háztartási környezetben való használatra tervezték, beleértve a páratartalom, a hőmérséklet-ciklusok, a vibráció és a tisztítószerek vegyi expozícióját. A termékek belsejében található bélyegzett fém alkatrészeknek meg kell felelniük ennek a tartóssági elvárásnak.
A háztartási gépek bélyegzőalkatrészeinek anyagválasztása ezt a hosszú élettartamra vonatkozó követelményt tükrözi. A horganyzott acéllemez (tűzi- vagy elektro-horganyzott) korrózióvédelmet biztosít a belső paneleken és az alvázrészeken, amelyek páralecsapódásnak és tisztítószereknek vannak kitéve. A 430-as rozsdamentes acél olyan mosógépek látható külső felületeire és belső dobelemeire van előírva, ahol a kozmetikai megjelenés és a foltállóság kiemelt követelmény. Alumíniumötvözet lemezt – jellemzően 3003 vagy 5052 – használják hőcserélő bordákban és dekoratív előlapokban, ahol a súlycsökkentés és az eloxálási kompatibilitás a prioritás.
Szerkezeti szerepek: konzolok, alváz és összekötő elemek
A készülék-összeállításon belül a háztartási gépek bélyegző részei három elsődleges szerkezeti funkciót látnak el. A motorrögzítő konzolok kellő merevséggel rögzítik a belső motorokat – a hűtőgépek kompresszorait, a mosógépek hajtómotorjait, a légkondicionáló beltéri egységeinek ventilátormotorjait – a készülék keretéhez, hogy elszigeteljék a vibrációt és megakadályozzák a kifáradás meghibásodását a rögzítőelemek helyein a termék élettartama során. Az alvázbélyegzések alkotják a teherhordó vázat, amely megtámasztja a készülék testét, hordozza a belső alkatrészek súlyát, és megadja azt a méretpontot, amelyből az összes összeszerelési művelet hivatkozásra kerül. Az összekötő darabok összekötik a fő részegységeket, átadják a mechanikai terhelést a szerkezeti keret, az ajtópántok, a vezérlőpanel-rögzítő szerkezetek és a csővezetékek vagy kábelköteg-vezetőkonzolok között.
A készülék-minőségű bélyegzés minőség-ellenőrzési követelményei
A háztartási gépek bélyegzőalkatrészeinek gyártása során szigorú minőségi ellenőrzéseket végeznek, hogy megfeleljenek a háztartási készülékek hosszú élettartamának. A következő ellenőrzési paramétereket rutinszerűen ellenőrzik a bejövő ellenőrzéseknél, a folyamat közbeni ellenőrzési pontoknál és a végső átvételnél:
- Laposság és formapontosság: Az alvázpaneleket és a konzolok rögzítési felületeit felületi lemezeken vagy CMM-rögzítéseken ellenőrzik, hogy megbizonyosodjanak arról, hogy a síkság a specifikáción belül van – jellemzően 0,3–0,8 mm a panel teljes hosszában –, hogy biztosítsák a megfelelő összeszerelési illeszkedést és megakadályozzák a feszültségkoncentrációt a rögzítési pontokon.
- Korrózióállóság: Az ISO 9227 szerinti sópermetes vizsgálat – alkalmazástól függően 72-240 óra – igazolja, hogy a bevonatrendszer (horganyzás, horganyzás vagy porfesték) megfelelő védelmet nyújt-e a tervezett üzemi környezetben.
- A kritikus jellemzők méretellenőrzése: A furatátmérőket, az élek közötti távolságokat és a hajlított karimák szögeit az összeállítási interfészeknél optikai komparátor vagy koordináta-mérőgép méri meghatározott mintavételi frekvenciákon annak igazolására, hogy az alkatrészek a tűréshatáron belül maradnak a gyártási folyamat során.
- Sorja magasság szabályozása: A szabad élek és a kilyukasztott lyukak sorjamagassága ellenőrzött – általában 0,1 mm alatt van –, hogy elkerüljük a vezetékek szigetelésének károsodását, a kezelő sérülését az összeszerelés során, és a feszültségkoncentrációt, amely a készülék működése közben kifáradási repedéseket okozhat.
Alkalmazási követelmények összehasonlítása a bélyegzési szegmensek között
A három elsődleges szegmens – az általános fémbélyegző alkatrészek, az elektronikus bélyegzőalkatrészek, a laptopok sajtolóalkatrészei és a háztartási készülékek sajtolóalkatrészei – ugyanazt az alapvető gyártási folyamatot osztja meg, de jelentősen eltérnek egymástól az anyagminőség, a mérettűrés, a felületkezelés és a szolgáltatási környezet követelményei tekintetében. Az alábbi táblázat összefoglalja a legfontosabb különbségeket a specifikáció és a beszerzési döntések támogatása érdekében:
| Attribútum | Elektronikus bélyegző alkatrészek | Laptop bélyegző alkatrészek | Háztartási gépek bélyegzőalkatrészei |
|---|---|---|---|
| Tipikus anyagvastagság | 0,1-0,5 mm | 0,3 – 1,0 mm | 0,5 – 2,5 mm |
| Kulcsfontosságú anyagok | Foszforbronz, berillium réz, nikkel-ezüst | Nagy szilárdságú rozsdamentes acél, hidegen hengerelt acél | Horganyzott acél, rozsdamentes acél 430, alumínium ötvözet |
| Dimenziótűrés | ±0,02 – ±0,05 mm | ±0,05 – ±0,10 mm | ±0,10 – ±0,30 mm |
| Elsődleges teljesítményfókusz | Vezetőképesség, érintkezési erő, EMI csillapítás | Fáradt élettartam, merevség, súlycsökkentés | Korrózióállóság, szerkezeti teherbírás |
| Felületkezelés | Aranyozás, nikkelezés, ónozás | Elektromos nikkel, fekete oxid, kémiai átalakítás | Tűzihorganyzás, porfestés, eloxálás |
| Tervezési élettartam | 3-5 év (fogyasztói ciklus) | 3-7 év | 10-15 év |

Fémbélyegzőalkatrészek beszerzése: Mit kell értékelni a beszállítónál
Egy alkalmas bélyegző beszállító kiválasztásához a műszaki infrastruktúra, a minőségirányítási rendszerek és a gyártási kapacitás párhuzamos értékelése szükséges. A legalacsonyabb egységár árajánlat egy olyan beszállítótól, amely nem rendelkezik hitelesített szerszámozási képességgel, folyamat közbeni ellenőrző berendezéssel és felületkezelési ellenőrzéssel, folyamatosan magasabb összköltséget eredményez az utómunkálatok, a sorleállások és a helyszíni visszaküldések révén. A következő kritériumok strukturált értékelési keretet biztosítanak:
- Szerszám tervezési és karbantartási képesség: A házon belüli progresszív szerszámtervezés, a CNC-szerszámterem felszerelése és a dokumentált szerszám-karbantartási ütemterv azt jelzi, hogy a beszállító képes az alkatrész minőségét a szerszámkészleten keresztül ellenőrizni, nem pedig a válogatásra hagyatkozni.
- Préskapacitás tartomány: A 25 tonnás asztali présektől a 400 tonnás réskeretes vagy egyenes oldali présekig terjedő beszállítói flotta azt jelzi, hogy a kényes elektronikus bélyegzőalkatrészek és a nagy méretű háztartási gépek bélyegzőalkatrészei is képesek egyetlen forráson belül kezelni.
- Metrológiai és ellenőrzési infrastruktúra: A CMM képesség, az optikai komparátorok, a felületi érdesség-ellenőrzők és a helyszíni sópermet-vizsgáló kamrák azt jelzik, hogy a szállító objektív minőségi adatokat tud előállítani, nem csupán vizuális ellenőrzésre hagyatkozni.
- Tanúsítványok: ISO 9001:2015, mint az alap minőségirányítási rendszer; IATF 16949 az autóipari ellátási láncban való részvételre; ISO 14001 környezetirányítási szabvány – különösen akkor releváns, ha a felületkezelési folyamatok szabályozott vegyszereket tartalmaznak.
- Anyag nyomon követhetősége: A gyártási tételek nyilvántartásaihoz kapcsolódó malomtanúsítványok lehetővé teszik a hibaelemző csapatok számára, hogy a terepi hibákat meghatározott anyaghőmérsékletekre és feldolgozási futásokra vezethetik vissza – ez nem alku tárgya a szabályozott végpiacokra szállított laptop-bélyegző alkatrészek és elektronikus bélyegzőalkatrészek esetében.
Előző bejegyzés
Könnyű, nagy pontosságú: A Deep Drawing Die Stratégiák az elektromos autók karosszériájának innovációjához
Következő bejegyzés
A karosszéria panelektől az akkumulátorházakig: Az autóipari mélyrajzolás mögötti mérnöki munka
A miénk Termékek.
Indítsa el vállalkozását egy OEM gyártóval itt!
Teljes körű kulcsrakész megoldásokat biztosít a globális ügyfelek számára
keresztül
innováció!
GYORSLINKEK
HÍREK
ELÉRHETŐSÉG.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
Szerzői jog © Suzhou Shuangqisi Mold Equipment Co., Ltd. Minden jog fenntartva. Egyedi bélyegző szerszám Fémbélyegző szerszámgyártók
