
-
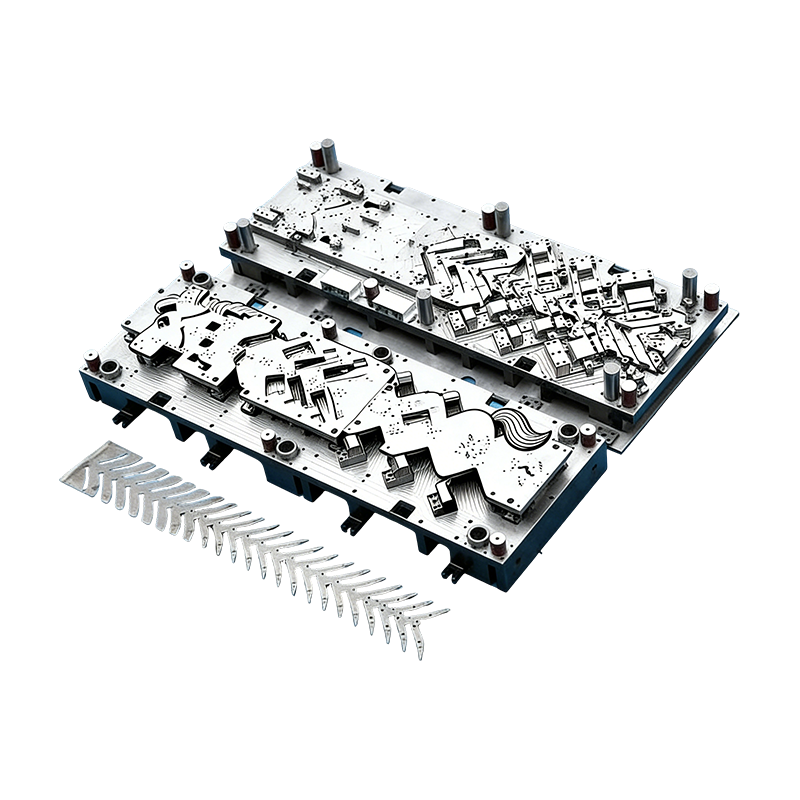
Progresszív öntőformák autóalkatrészekhez
Ezt az autómotorházhoz való folyamatos öntőform...
-
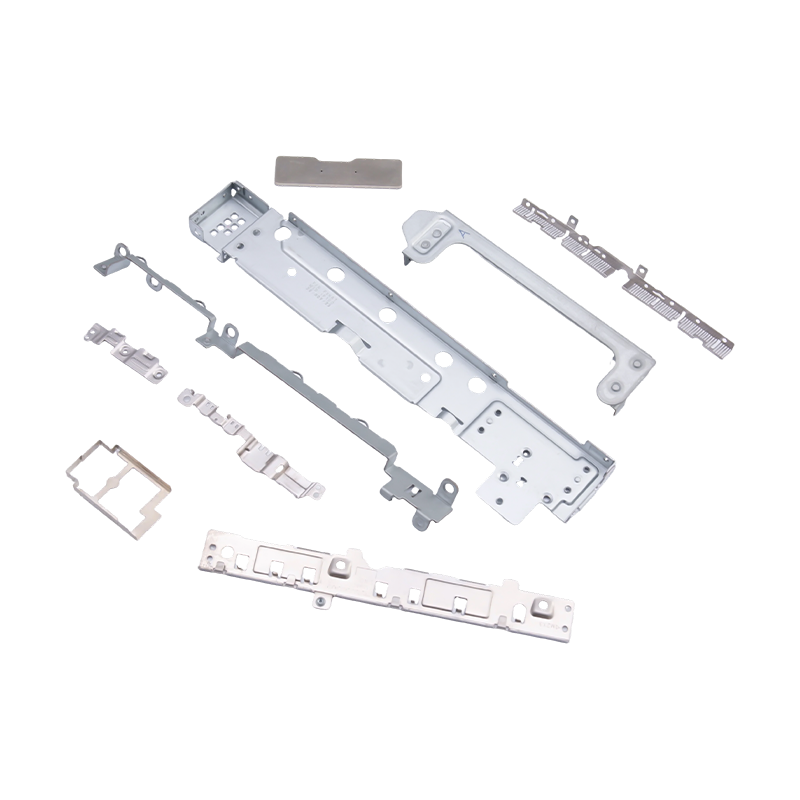
Kis bélyegzett alkatrészek laptopokhoz és mobiltelefonokhoz
A modern hordozható elektronika alapvető belső ...
-
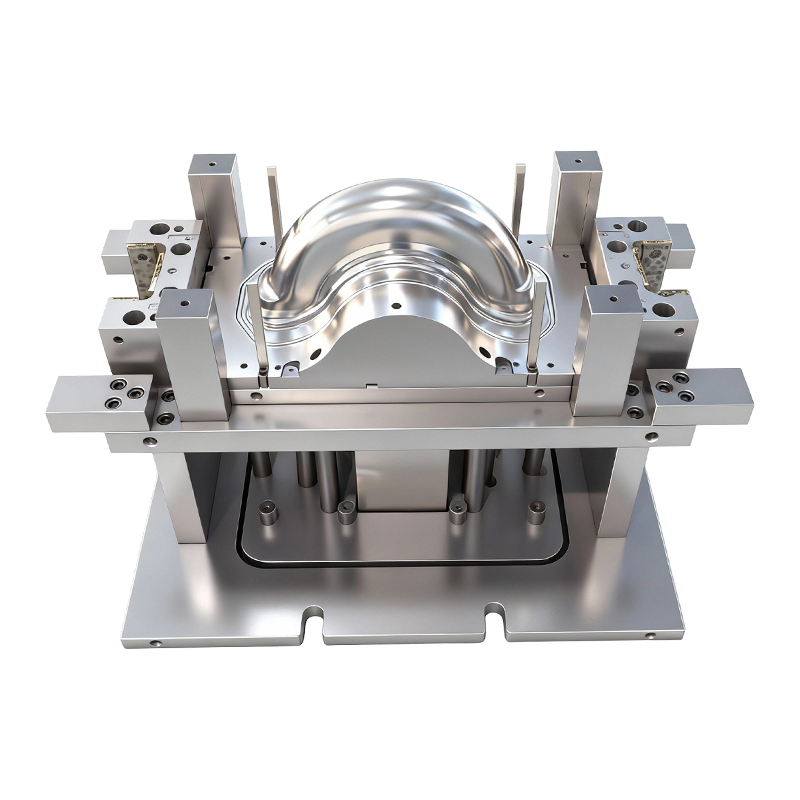
Mélyhúzó forma kétkerekű elektromos járművek első és hátsó kerekeihez
Ez a mélyhúzó forma kétkerekű elektromos járműv...
-
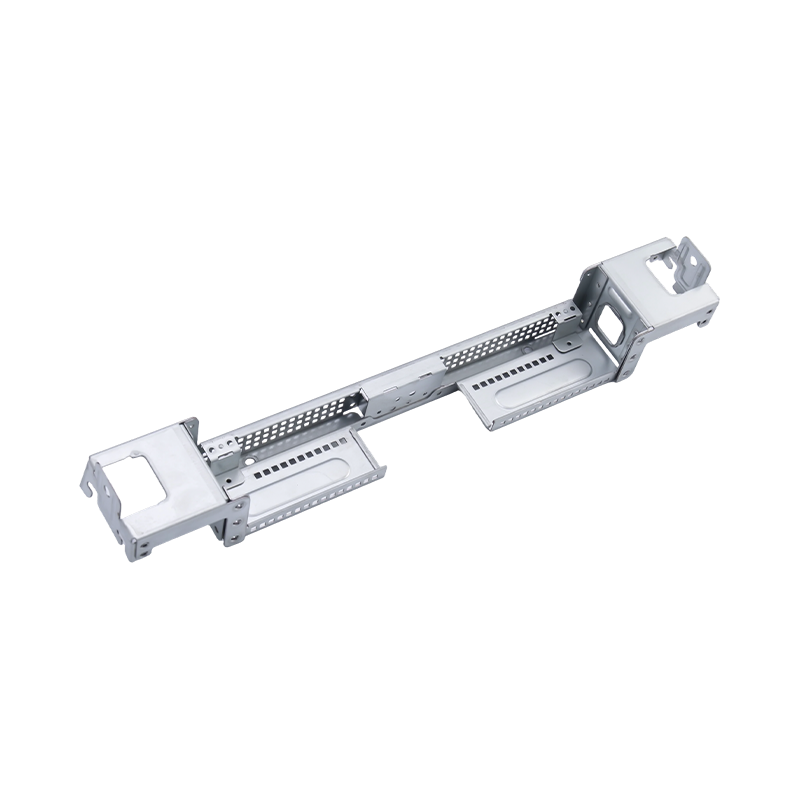
Csúcskategóriás nagy számítógépes bélyegzőalkatrészek
Csúcskategóriás nagyméretű számítógépes bélyegz...
-

Gépjárműmotorház-bélyegző alkatrészek
Az autómotorok házának bélyegző alkatrészei az ...
-
Az akkumulátor fedelének bélyegző részei
Akkumulátorfedél bélyegző alkatrészeink precízi...
Ipari hírek
Otthon / Hírek / Ipari hírek / Útmutató a mélyhúzó fémbélyegző szerszámokhoz autóipari alkatrészekhez
Útmutató a mélyhúzó fémbélyegző szerszámokhoz autóipari alkatrészekhez
2026-03-30
A mélyhúzás alapjai fémbélyegző szerszámokban
A gyártás összetett világában, Fém bélyegző szerszámok a precíz fém alkatrészek tömeggyártásának gerinceként szolgálnak. A különféle sajtolási műveletek közül a mélyhúzás kiemelkedik kritikus folyamatként a lapos fémlemezek háromdimenziós üreges formákká alakításában. Ellentétben az egyszerű hajlítással vagy vágással, a mélyhúzás az erők kifinomult kölcsönhatását foglalja magában, ahol a lyukasztó egy fémdarabot a szerszám üregébe kényszerít. Az elsődleges cél az anyagáramlás szabályozása, biztosítva, hogy a lap megnyúljon és a kívánt geometriába áramoljon anélkül, hogy veszélyeztetné szerkezeti integritását vagy vastagságának egyenletességét. Ez az eljárás elengedhetetlen az átmérőjükhöz képest jelentős mélységet igénylő alkatrészek előállításához, amely általános követelmény a fogyasztási cikkektől a nehézgépekig terjedő iparágakban.
A mélyhúzás mechanikája nagymértékben függ az anyag képlékeny alakváltozásától. Ahogy a lyukasztó leereszkedik, a fémdarabot a szerszám sugara fölé húzzák. A nyersdarabnak a szerszámnyílás felett elhelyezkedő területe a csésze vagy alkatrész falává válik, míg a külső karima sugárirányban befelé húzódik. Ez a sugárirányú húzás a karima átmérőjének zsugorodását okozza, ami természetesen nyomógyűrűs feszültségeket indukál. Ha ezeket a feszültségeket nem kezelik megfelelően, az anyag meghajlik, ami ráncokhoz vezet. Ezzel szemben, ha a csésze falában a húzófeszültség meghaladja az anyag folyáshatárát, az alkatrész elszakad vagy megreped. Ezért a fémbélyegző szerszámok mélyhúzáshoz való tervezése nem csak az alakra vonatkozik; a stresszkezelésről szól.
Az anyagáramlás szabályozása és a hibák megelőzése
A sikeres mélyhúzás elérése érdekében a mérnököknek aprólékosan ellenőrizniük kell az olyan paramétereket, mint a nyersdarab tartóereje és a szerszámhézag. A nyersdarab tartója vagy nyomópárna meghatározott mértékű erőt fejt ki a nyersdarab peremére. Ez az erő egy kényes egyensúly: elég magasnak kell lennie ahhoz, hogy az anyag ne gyűrődjön meg, amikor befelé áramlik, de elég alacsonynak ahhoz, hogy az anyag szabadon becsússzon a szerszám üregébe. Ha az erő túl nagy, az anyag nem tud folyni, ami elvékonyodáshoz és esetleges töréshez vezet a lyukasztó sugaránál. Ha túl alacsony, a peremben fellépő nyomófeszültségek csúnya és szerkezetileg gyenge ráncokat okoznak.
A préselés másik sarkalatos tényezője. Ez a lyukasztó és a szerszámfal közötti résre vonatkozik. A szabványos mélyhúzásnál a hézag általában valamivel nagyobb, mint a lap vastagsága, hogy az anyag túlzott vasalás nélkül folyhasson. Mindazonáltal a "vékonyítási mélyhúzás" vagy "vasalás" néven ismert eljárásoknál a hézagot szándékosan kisebbre állítják, mint a kezdeti anyagvastagság. Ez csökkenti a falvastagságot és növeli az alkatrész magasságát, miközben javítja a felületi minőséget és a méretpontosságot. Az áramlás megkönnyítése és a súrlódás csökkentése érdekében, amely hőt és kopást generál, a kenés kritikus fontosságú. A korszerű kenőanyagok és a matricán lévő felületi bevonatok segítenek meghosszabbítani a szerszám élettartamát és biztosítják az egyenletes alkatrészminőséget.
Gyakori hibák és megoldások
- Gyűrődés: A karima túlzott nyomófeszültsége okozza. Megoldható a nyersdarab tartóerejének növelésével vagy húzógyöngyök használatával az áramlás korlátozására.
- Törés/szakadás: Akkor fordul elő, ha a húzófeszültség meghaladja az anyag határait. Megoldható a szerszámhézag növelésével, a kenés javításával vagy az anyag lágyításával a rugalmasság helyreállítása érdekében.
- Fülbevaló: Egyenetlen magasság a húzott rész tetején a fémszemcseszerkezet anizotrópiája miatt. Szabályozható az üres tájolás optimalizálásával vagy a vágási műveletekkel.
Integráció az autóalkatrészek progresszív formákkal
Míg az egylépcsős mélyhúzás általános a nagy, egyszerű alkatrészeknél, az autóipar gyakran igényli az összetett alkatrészek nagy volumenű gyártását. Itt válnak nélkülözhetetlenné a progresszív öntőformák az autóalkatrészekhez. A progresszív szerszámbeállításnál egy fémcsík több állomáson halad át egyetlen szerszámon belül. Minden állomás más-más műveletet hajt végre – szúrást, hajlítást és húzást – egészen addig, amíg a végső állomáson elkészül a kész alkatrész. A mélyhúzás integrálása egy progresszív szerszámba technikailag kihívást jelent, mivel az anyagot úgy kell szállítani az állomások között, hogy közben a rajzolt forma torzuljon.
Az autógyártók ezeket a progresszív formákat használják a kis csatlakozókonzoloktól a nagyobb szerkezeti elemekig mindent létrehozva. Például az üzemanyagrendszer-alkatrészek vagy kipufogó-alkatrészek gyártása gyakran egy sor húzási lépést foglal magában egy progresszív vonalon belül. Az előny a gyorsaságban és a következetességben rejlik. Az alkatrész egyik rajzi szakaszból a másikba való átvitelének automatizálásával a gyártók óránként több ezer alkatrészt tudnak előállítani minimális emberi beavatkozással. Az autóalkatrészekhez használt progresszív formák tervezése azonban megköveteli a „tartószalag” alapos figyelembe vételét, amely megtartja az alkatrészt, amikor a szerszámon áthalad. A hordozónak elég erősnek kell lennie ahhoz, hogy ellenálljon a húzóerőknek, de könnyen elválasztható a végső résztől.
Fejlett szerkezeti tervek összetett geometriákhoz
Ahogy az autóipari kialakítások aerodinamikusabbá válnak, és a biztonsági előírások szigorodnak, a bélyegzett alkatrészek geometriai összetettsége növekszik. A szabványos mélyhúzó szerszámok gyakran nem képesek egyetlen találattal elérni a kívánt mélységet vagy formát. Következésképpen speciális szerkezeti terveket dolgoztak ki, hogy megfeleljenek ezeknek a műszaki követelményeknek. Ezek a kialakítások lehetővé teszik a többlépcsős alakítást egyetlen préslöketen belül vagy több művelet során, biztosítva, hogy még a legbonyolultabb üreges alkatrészek is hatékonyan legyárthatók.
| Die Type | Funkció | Alkalmazás |
| Fordított kezdeti mélyrajz | A lyukasztó felfelé mozog, vagy a szerszám lefelé mozog, hogy kezdetben belülről kifelé haladva képezze az alkatrészt. | Olyan alkatrészekhez használják, amelyek nagy stabilitást igényelnek az alakítás első szakaszában. |
| Üres tartó nélküli fordított rajz | Átrajzolja az alkatrészt az ellenkező irányba hagyományos üres tartó nélkül, a szerszámgeometriára támaszkodva. | Ideális az átmérő csökkentésére és a magasság növelésére a következő szakaszokban. |
| Kétszerszámú vékonyító rajz | Két koncentrikus szerszámot használ a falvastagság jelentős vékonyítására, miközben megnyújtja az alkatrészt. | Nagynyomású hengerek vagy precíz gépkocsiházak gyártása. |
Fordított rajztechnikák
A fordított húzás egy hatékony technika, amelyet akkor használnak, ha egy alkatrészt mélyebbre kell húzni, mint az anyag lehetővé teszi egyetlen előrehúzás során. Ebben a folyamatban a részben kihúzott poharat kifordítják, vagy a következő állomáson az ellenkező irányba húzzák. Ez a megmunkálás másképpen keményíti az anyagot, és nagyobb mélység-átmérő arányt tesz lehetővé. Üres tartó nélküli fordított mélyhúzó szerszámok különösen hasznosak itt, mivel egyszerűsítik a szerszámszerkezetet, miközben fenntartják az anyagáramlást az inverziós folyamat során.
A szerszám élettartamának és felületi minőségének javítása
A hosszú élettartam a Fém bélyegző szerszámok közvetlenül összefügg a gyártott alkatrészek felületi minőségével és a gyártósor költséghatékonyságával. A mélyhúzás jelentős súrlódással és nyomással jár, ami súrlódáshoz (az anyag a szerszámhoz tapad) és kopáshoz vezethet. Ennek leküzdésére a modern szerszámgyártás fejlett polírozási és bevonási technikákat alkalmaz. A szerszám sugarainak tükörfényűre polírozása csökkenti a súrlódást, lehetővé téve a fém zökkenőmentes áramlását. Ezenkívül bevonatok, például titán-nitrid (TiN) vagy gyémántszerű szén (DLC) kerülnek a szerszám munkafelületére.
Ezek a bevonatok kemény, alacsony súrlódású felületet biztosítanak, amely ellenáll a kopásnak és a korróziónak. Az autóalkatrészek progresszív szerszámaival összefüggésben, ahol az üzemidő kritikus, a bevonatos szerszámok csökkentik a karbantartási leállások gyakoriságát és az alkatrészek elutasításának arányát. Ezenkívül a szerszámok anyagának kiválasztása döntő jelentőségű. A magas széntartalmú, magas krómtartalmú szerszámacélokat gyakran használják kopásállóságuk miatt, míg a volfrámkarbid betéteket olyan nagy volumenű alkalmazásokban lehet használni, ahol rendkívüli tartósságra van szükség. A robusztus szerkezeti tervezés és a felületi tervezés kombinálásával a gyártók biztosíthatják, hogy a mélyhúzó szerszámok megbízhatóan működjenek több millió cikluson keresztül.
Alkalmazások a modern autógyártásban
A mélyhúzó technológia alkalmazása mindenütt jelen van az autóiparban. Az egyik legklasszikusabb példa az autóüzemanyag-tartályok gyártása. Ezek az alkatrészek bonyolult, üreges formákat igényelnek, amelyek ellenállnak a belső nyomásnak és a külső hatásoknak. A mélyhúzás lehetővé teszi ezeknek a varrat nélküli tartályoknak a fémlemezből történő létrehozását, biztosítva a szivárgásmentes integritást. Hasonlóképpen, a zománcozott medencék és mosogatók, míg a fogyasztási cikkek, ugyanazokat a gyártási elveket osztják, bizonyítva az eljárás sokoldalúságát.
Az elektromos járművek (EV) korszakában megnőtt a mélyhúzott alkatrészek iránti kereslet. Az akkumulátorházak, a motorházak és a szerkezeti ütközési dobozok gyakran mélyhúzási eljárásokat alkalmaznak a könnyű, de erős burkolatok elérése érdekében. Az anyag vékonyítása a húzási folyamat során (vékonyítási mélyhúzás) segít csökkenteni a jármű össztömegét, ami kritikus az akkumulátor hatótávolságának növelése szempontjából. Ahogy az ipar a könnyebb anyagok, például az alumínium és a nagy szilárdságú acél felé halad, a speciális fémbélyegző szerszámok szerepe még hangsúlyosabbá válik. A mérnököknek hozzá kell igazítaniuk a szerszámkialakításokat e fejlett ötvözetek eltérő visszarugózási jellemzőihez és alakíthatósági határaihoz, biztosítva, hogy a járművek következő generációja biztonságos és hatékony legyen.
Előző bejegyzés
Precíziós bélyegző szerszámok elektronikai és háztartási gépekhez: nagy hatékonyságú gyártási megoldások 2026-ban
Következő bejegyzés
Fém bélyegző és rajz alkatrészek útmutató
A miénk Termékek.
Indítsa el vállalkozását egy OEM gyártóval itt!
Teljes körű kulcsrakész megoldásokat biztosít a globális ügyfelek számára
keresztül
innováció!
GYORSLINKEK
HÍREK
ELÉRHETŐSÉG.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
Szerzői jog © Suzhou Shuangqisi Mold Equipment Co., Ltd. Minden jog fenntartva. Egyedi bélyegző szerszám Fémbélyegző szerszámgyártók
