-
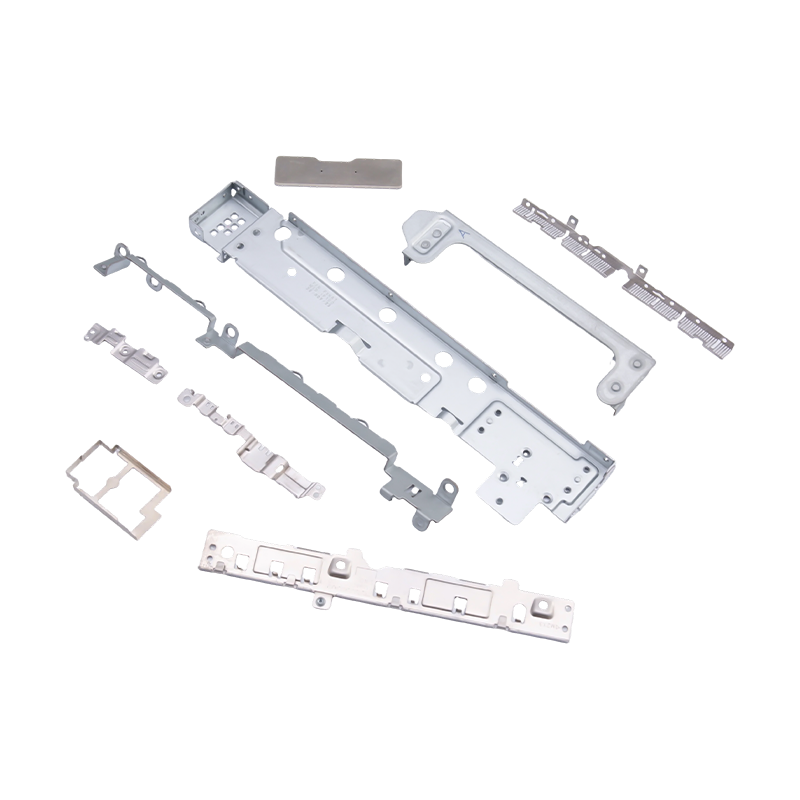
Kis bélyegzett alkatrészek laptopokhoz és mobiltelefonokhoz
A modern hordozható elektronika alapvető belső ...
-
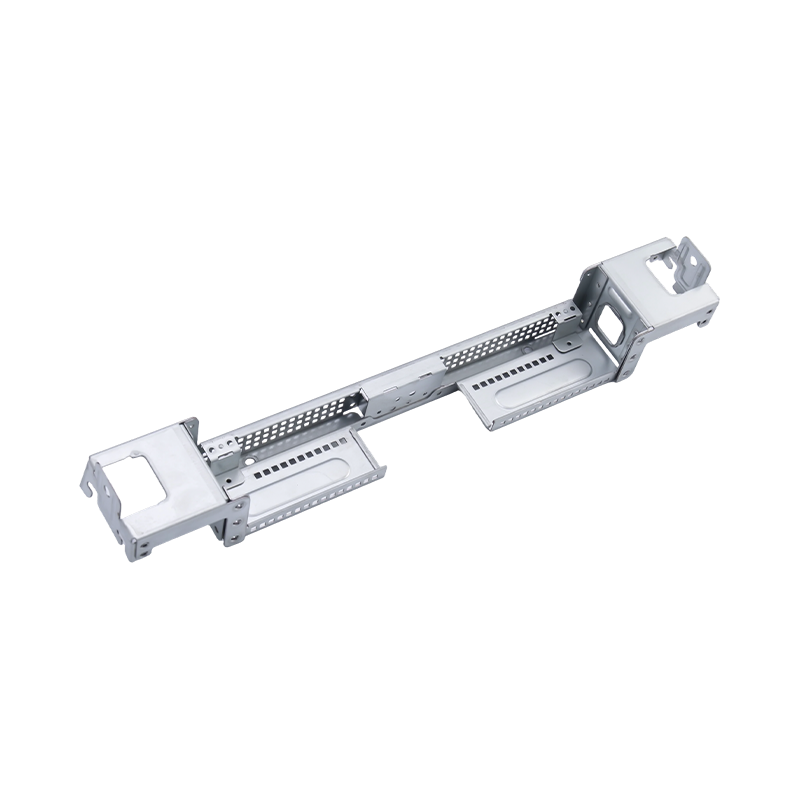
Csúcskategóriás nagy számítógépes bélyegzőalkatrészek
Csúcskategóriás nagyméretű számítógépes bélyegz...
-

Gépjárműmotorház-bélyegző alkatrészek
Az autómotorok házának bélyegző alkatrészei az ...
-
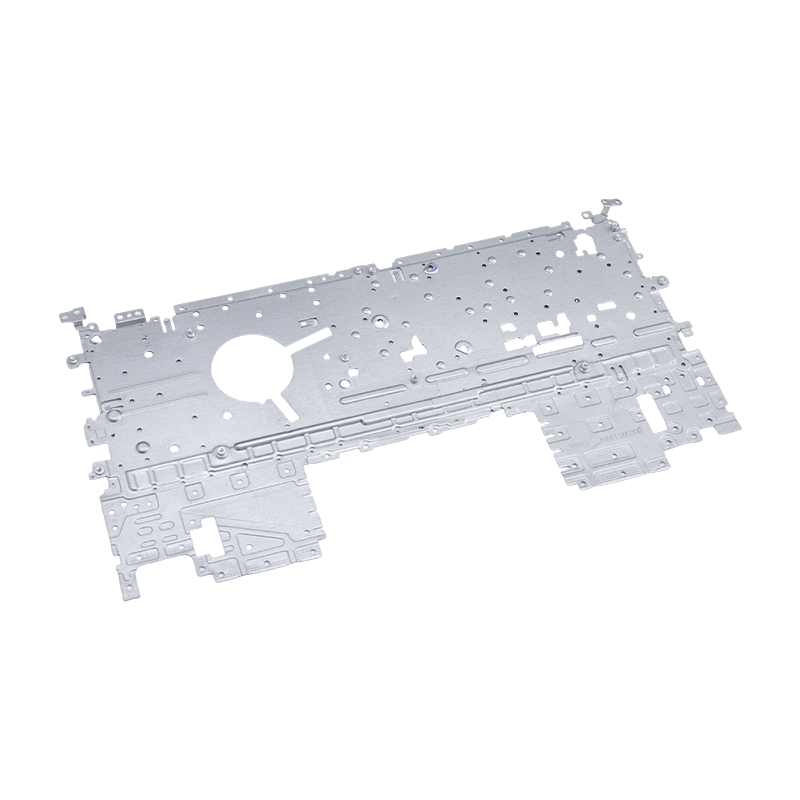
Laptop bélyegző alkatrészek
Laptopbélyegző alkatrészeink precíziós gyártású...
-
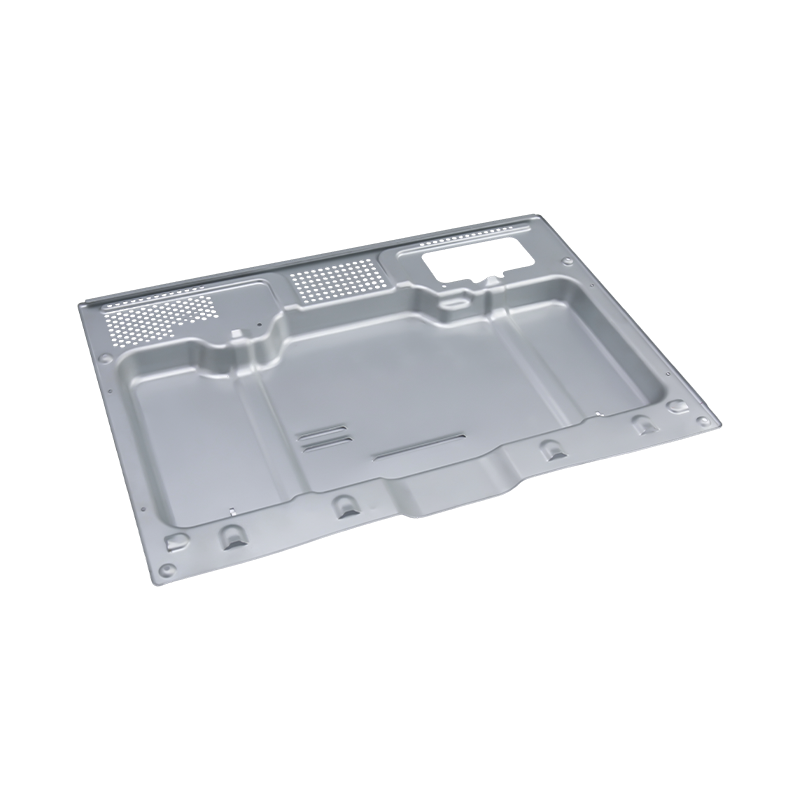
Csúcskategóriás sütőbélyegző alkatrészek
Csúcskategóriás sütőbélyegző alkatrészeink prec...
-
Gáztartály végén bélyegző alkatrészek
A gáztartály végének bélyegző részei az autóipa...
Ipari hírek
Fém bélyegző és rajz alkatrészek útmutató
2026-03-23
Mik azok a fémbélyegző alkatrészek és hogyan készülnek
Fém sajtolt alkatrészek A precíziósan alakított fémalkatrészek, amelyeket úgy állítanak elő, hogy ellenőrzött erőt alkalmaznak egy sajtolóprésen keresztül, hogy a fémlemezt meghatározott alakra deformálják edzett szerszámacél szerszámok segítségével. Az eljárás magában foglalja a műveletek családját – kivágás, átszúrás, hajlítás, formázás, kidolgozás és domborítás –, amelyek egylépcsős sajtolószerszámokban külön-külön, vagy kombinálhatók progresszív vagy transzfer szerszámokkal, amelyek több műveletet hajtanak végre egyetlen nyomómozdulattal. Az eredmény egy konzisztens geometriájú, szűk mérettűréssel és felületkezelési jellemzőkkel rendelkező alkatrész, amelyet teljes mértékben a szerszám kialakítása határoz meg, nem pedig a kezelő képessége, így a bélyegzés az egyik leginkább megismételhető és leginkább méretezhető fémformázó folyamat a gyártók számára.
A fémbélyegző alkatrészek gazdaságosságát a nagy gyártási mennyiségek esetén a szerszám amortizációja határozza meg. Ha a szerszámberuházás megtörtént, a bélyegzett alkatrészek darabonkénti költsége gyorsan csökken a mennyiséggel – így a bélyegzés a domináns alakítási folyamat minden olyan alkalmazásnál, ahol több ezer vagy millió azonos fémalkatrészre van szükség. Az évente több millió darabot gyártó háztartási gépek gyártói és a több százezres példányszámú autóipari OEM-ek számára meghatározó a bélyegzés alkatrészenkénti költsége a megmunkálással vagy öntéssel szemben. Az egyenletes vastagságot és a szűk tűréseket a szerszámgeometria automatikusan fenntartja, kiküszöbölve a méretváltoztatást, amely kézi ellenőrzést és válogatást igényel a kevésbé precíz gyártási módszereknél.
Fémrajzoló alkatrésztermékek: A folyamat alapelvei és képességei
A fémhúzó alkatrészeket mélyhúzással állítják elő – egy bélyegzési részfolyamat, amelyben egy lapos fémlemezt sugárirányban egy stancolással egy formázószerszámba húznak, így üreges, varratmentes alkatrész jön létre, amelynek mélysége meghaladja az átmérőjét. A mélyhúzás a hengeres dobozok, csészék, héjak, házak és burkolatok mögötti folyamat gyakorlatilag minden feldolgozóiparban. Ellentétben a hajlítási vagy kivágási műveletekkel, amelyek nyírják vagy hajtogatják az anyagot, a mélyhúzás plasztikusan deformálja a fémet azáltal, hogy szabályozott anyagáramlást idéz elő a karima területéről a szerszámüregbe, így a lapos lapot háromdimenziós formává alakítja az anyag eltávolítása nélkül.
A fémhúzó alkatrésztermékek minősége számos, egymással kölcsönhatásban lévő folyamatparaméter pontos kezelésétől függ: a nyersdarab tartóereje, a lyukasztási sebesség, a kenés, az anyag rugalmassága és a húzási arány – a nyersdarab átmérője és a lyukasztó átmérője közötti kapcsolat. Az anyag korlátozó húzási arányának túllépése közbenső izzítás nélkül gyűrődést, szakadást vagy falvastagság-egyenetlenséget okoz, ami az alkatrészt használhatatlanná teszi. A modern mélyhúzási műveletek végeselem-szimulációt használnak a szerszámtervezés során, hogy előre jelezzék az anyagáramlást és optimalizálják a folyamatparamétereket, mielőtt bármilyen szerszámot levágnának, jelentősen csökkentve ezzel a fejlesztési időt és az empirikus próba-hiba módszerekkel összefüggő selejtezést.
Főbb különbségek a bélyegzés és a mélyrajzolás között
- Alkatrész geometriája — A fémbélyegző alkatrészek jellemzően lapos vagy sekélyen formált alkatrészek, amelyeket egyetlen préslökettel állítanak elő, míg a fém húzóalkatrészek üreges, háromdimenziós héjak, amelyeket progresszív anyagáramlással egy vagy több húzási fokozaton keresztül állítanak elő.
- Anyagfeszültségi állapot — A sajtolás elsősorban az anyagot húzó-, nyomó- vagy hajlító igénybevételnek teszi ki a lap síkjában. A mélyhúzás összetett biaxiális feszültségállapotot hoz létre – húzó a falban, nyomó a karimában –, amelyhez nagy nyúlású és alacsony folyás/szakítószilárdság arányú anyagok szükségesek a sikeres alakításhoz.
- Szerszám bonyolultsága — A mélyhúzó szerszámok pontos hézagszabályozást igényelnek a lyukasztó és a matrica között, az üres tartórendszereket, és gyakran többszörös újrarajzolási szakaszt a mélyen kialakított alkatrészekhez, ami bonyolultabbá és költségesebbé teszi a szerszámozást, mint a sík alakú alkatrészek azonos térfogatú sajtolószerszámai.
- Felületkezelési követelmények — A látható alkalmazásokban használt fém húzóalkatrészek – például készülékházak vagy kozmetikai csomagolások – gondos kenéskezelést és szerszámfelület-kikészítést igényelnek, hogy megakadályozzák a szerszámnyomokat, foltosodást és narancshéj-textúrát a rajzolt felületen.
Fémbélyegzési és -rajzolási műveletekhez használt anyagok
Anyagválasztás fémbélyegző alkatrészekhez és fém húzó alkatrész termékek az egyik legkövetkezményesebb döntés az alkatrészfejlesztési folyamatban. A kiválasztott anyagnak meg kell felelnie az alkalmazás mechanikai tulajdonságainak, a sajtolási vagy húzási folyamat alakíthatósági követelményeinek, a kész alkatrész felületminőségi követelményeinek, valamint a gyártási program költségkorlátainak. Az alábbi anyagok teszik ki a bélyegzett és húzott alkatrészek nagy többségét az ipari szektorokban.
| Anyag | Kulcstulajdonságok | Tipikus alkalmazások |
| Alacsony széntartalmú acél (DC01–DC06) | Kiváló alakíthatóság, alacsony költség, hegeszthető | Készülékpanelek, konzolok, karosszériaerősítések |
| Nagy szilárdságú acél (HSS/AHSS) | Magas folyáshatár, ütközési energiaelnyelés | Gépjármű szerkezeti és biztonsági alkatrészek |
| Horganyzott / elektro-horganyzott acél | Korrózióálló, festhető | Mosógép kádak, hűtő keretek |
| Rozsdamentes acél (304, 430) | Korrózióálló, higiénikus felület | Készülék belső bélés, élelmiszer-felszerelés |
| Alumíniumötvözet (1xxx, 3xxx, 5xxx) | Könnyű, korrózióálló | Autókarosszéria panelek, hőcserélők |
| Réz és sárgaréz | Elektromos vezetőképesség, alakíthatóság | Elektromos érintkezők, csatlakozók, kivezetések |
Fémbélyegző alkatrészek a háztartási gépek gyártásában
A háztartási gépek gyártása a fémbélyegző alkatrészek egyik legnagyobb és legigényesebb alkalmazási ágazata. Minden nagyobb készülékkategória – hűtőszekrények, mosógépek, klímaberendezések, mosogatógépek és főzőkészülékek – több tucat-száz bélyegzett alkatrészt tartalmaz, amelyek egyszerre töltenek be szerkezeti, funkcionális és esztétikai szerepet. A bélyegzés által biztosított méretkonzisztencia alapvető fontosságú a készülékek összeszerelésénél, ahol a több szállítótól származó alkatrészeknek szoros összeszerelési tűréseken belül kell egymáshoz illeszkedniük a nagy sebességű gyártósorokon.
Hűtőszekrények
A hűtőszekrény ajtókeretei a készülékgyártásban a méret szempontjából legkritikusabb sajtolóalkatrészek közé tartoznak. Az ajtókeretnek meg kell tartania a síkságát és egyenességét szűk tűréshatárokon belül, hogy egyenletes érintkezést biztosítson az ajtótömítéssel a teljes kerületén – ez a követelmény közvetlenül kapcsolódik a hűtőszekrény energiahatékonysági besorolásához. Bármilyen méreteltérés, amely tömítésréseket hoz létre, hideg levegő szivárgását, megnövekedett kompresszor futási idejét és a tanúsított névleges érték feletti energiafogyasztást eredményezi. A bélyegzés azon képessége, hogy ezeket a tűréseket folyamatosan megtartja a nagy mennyiségű gyártás során, ez az egyetlen praktikus gyártási módszer ebben az alkalmazásban.
Mosógépek
A mosógép belső kádkonzoljai olyan sajtolt alkatrészek, amelyeknek jelentős dinamikus terhelésnek kell ellenállniuk – a centrifugális erők a centrifugálási ciklusok során akár több száz kilogrammot is elérhetnek –, miközben megőrzik a pontos helyzeti kapcsolatokat a kád, a dob csapágyai és a motor szerelvénye között. A konzol méretpontossága közvetlenül befolyásolja a rezgésegyensúlyt a nagy sebességű centrifugálás során, ami viszont meghatározza a zajszintet, a csapágy élettartamát és az egész gép szerkezeti kifáradási élettartamát. A konzisztens vastagsággal és szűk tűréssel előállított bélyegzett konzolok kiküszöbölik az összeszerelési eltéréseket, amelyek egyébként minden egységen egyedi kiegyensúlyozást igényelnének.
Klímaberendezések
A klímaberendezés alváza sajtolt alkatrészeket használ a stabil teherbírás és a kompresszor, a ventilátormotor, a hőcserélő és az elektromos alkatrészek pontos felszerelése érdekében. Az alváznak meg kell őriznie méretgeometriáját a szállítás, a telepítés mechanikai igénybevétele, valamint a kompresszor és a ventilátor több éves rezgése révén. A konzisztens falvastagságú préselt acél alváz biztosítja az ezekhez az alkalmazásokhoz szükséges merevség-tömeg arányt megmunkált vagy öntött alternatívák költsége nélkül.
Autóipari alkalmazások: biztonság, pontosság és teljesítmény
Az autóiparban a fémbélyegző alkatrészek kritikusak a biztonság és a teljesítmény szempontjából, oly módon, hogy a méretpontosság és az anyagok integritása megkérdőjelezhetetlen. Az autóipari bélyegzési előírások az egyik legszigorúbbak a gyártóiparban, a biztonság szempontjából kritikus alkatrészek mérettűrését tizedmilliméterben mérik, és az anyagtulajdonságokra vonatkozó követelményeket statisztikai folyamatellenőrzéssel igazolják mintavételes ellenőrzés helyett.
Fék és felfüggesztés alkatrészek
A féknyereg alkatrészei az autóiparban a fémbélyegző alkatrészek legigényesebb alkalmazását jelentik. A féknyereg konzoljának és a rögzítő hardvernek pontos geometriát kell fenntartania, hogy biztosítsa a betét megfelelő beállítását, az egyenletes szorítóerő-eloszlást és az egyenletes fékteljesítményt az üzemi hőmérséklet és terhelés teljes tartományában. A bélyegzés nagy méretpontossága – jellemzően ±0,1 mm vagy jobb a gyártási szerszámok kritikus jellemzőinél – megfelel ezeknek a követelményeknek az autógyártás által megkövetelt mennyiségek és költségek mellett. A fékelemek meghatározott geometriától való bármilyen eltérése közvetlenül a fékteljesítmény változékonyságában nyilvánul meg, ami befolyásolja a jármű biztonsági tanúsítványát.
Ülésszerkezetek és karosszéria-erősítések
Az üléskonzolok és a karosszériaelemek megerősítései a bélyegzés nagy méretpontosságán alapulnak, hogy megfeleljenek a szigorú autóbiztonsági szabványoknak az ütközési teljesítményteszteknél. Az üléskonzoloknak meg kell őrizniük terhelési útjuk integritását az elülső és oldalirányú ütközések során fellépő szélsőséges erők hatására, biztosítva, hogy az utasbiztonsági rendszerek a tervezett módon működjenek. A karosszériaelemek megerősítései – ajtóbehatoló gerendák, B-oszlop-betétek és padlóalagút-erősítők – egyre inkább fejlett, nagy szilárdságú acél sajtolásokból készülnek, amelyek az ütközési energiát szabályozott deformáción keresztül nyelték el, amely viselkedés kritikusan függ az anyagvastagság pontosságától és a geometria pontosságától. A fémbélyegző alkatrészek sokoldalúsága ezekben a biztonság szempontjából kritikus alkalmazásokban nélkülözhetetlenné teszi őket a megbízható, költséghatékony gyártáshoz az autóiparban.
Minőségellenőrzés és toleranciamenedzsment a bélyegzésgyártásban
A méretkonzisztencia megőrzése a nagy mennyiségű bélyegzőgyártás során szisztematikus minőség-ellenőrzési megközelítést igényel, amely a szerszám tervezésével kezdődik és a gyártás minden szakaszán keresztül folytatódik. A méretpontosság, amely a fémbélyegző alkatrészeket az összeszerelés során értékessé teszi – csökkenti az összeszerelési hézagokat, csökkenti a gyártási költségeket és növeli a termék tartósságát –, nem a sajtolási folyamat automatikus eredménye. Ez a fegyelmezett folyamatszabályozás eredménye, amelyet következetesen alkalmaznak a teljes gyártási folyamat során.
- Első cikkvizsgálat (FAI) — Az első gyártási alkatrészek teljes méretellenőrzése a mérnöki rajz alapján koordináta mérőgépekkel (CMM) megerősíti, hogy a szerszám a tűréshatáron belül gyártja az alkatrészeket a mennyiségi gyártás megkezdése előtt. A FAI-adatok jelentik az alapvonalat, amelyhez képest a későbbi termelési eltéréseket mérik.
- Statisztikai folyamatvezérlés (SPC) — A kritikus méretek gyártás közbeni, vezérlőtáblák segítségével történő folyamatos monitorozása azonosítja a folyamat eltolódását, mielőtt a tűréshatáron kívüli alkatrészeket gyártana, lehetővé téve a megelőző szerszámbeállításokat, nem pedig a reaktív hulladéktermelést.
- A szerszám karbantartási ütemtervei — A progresszív szerszámkopás – különösen a vágóéleken, a hajlítási sugarakon és a húzóperemeken – közvetlenül befolyásolja az alkatrészek méreteit. Az alkatrészszámon alapuló strukturált szerszám-karbantartási intervallumok, minden intervallum méretellenőrzésével megakadályozzák, hogy a szerszámkopás okozta tűréssodródás elérje az összeszerelt termékeket.
- Anyagbeérkező ellenőrzés — A lemezvastagság változása, a folyáshatár eltérése és a felület állapota egyaránt befolyásolja a sajtolt alkatrészek méreteit és a visszarugózási viselkedést. A tanúsított malomvizsgálati jelentések és a fizikai tulajdonságok statisztikai mintavételezése alapján beérkező anyagellenőrzés megakadályozza, hogy az anyag által kiváltott méretváltozás bekerüljön a folyamatba.
-

Előző bejegyzés
Útmutató a mélyhúzó fémbélyegző szerszámokhoz autóipari alkatrészekhez
Következő bejegyzés
Fémbélyegző alkatrészek autókhoz és háztartási gépekhez: eljárások, anyagok és minőségi szabványok
A miénk Termékek.
Indítsa el vállalkozását egy OEM gyártóval itt!
Teljes körű kulcsrakész megoldásokat biztosít a globális ügyfelek számára
keresztül
innováció!
GYORSLINKEK
HÍREK
ELÉRHETŐSÉG.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
Szerzői jog © Suzhou Shuangqisi Mold Equipment Co., Ltd. Minden jog fenntartva. Egyedi bélyegző szerszám Fémbélyegző szerszámgyártók
