-
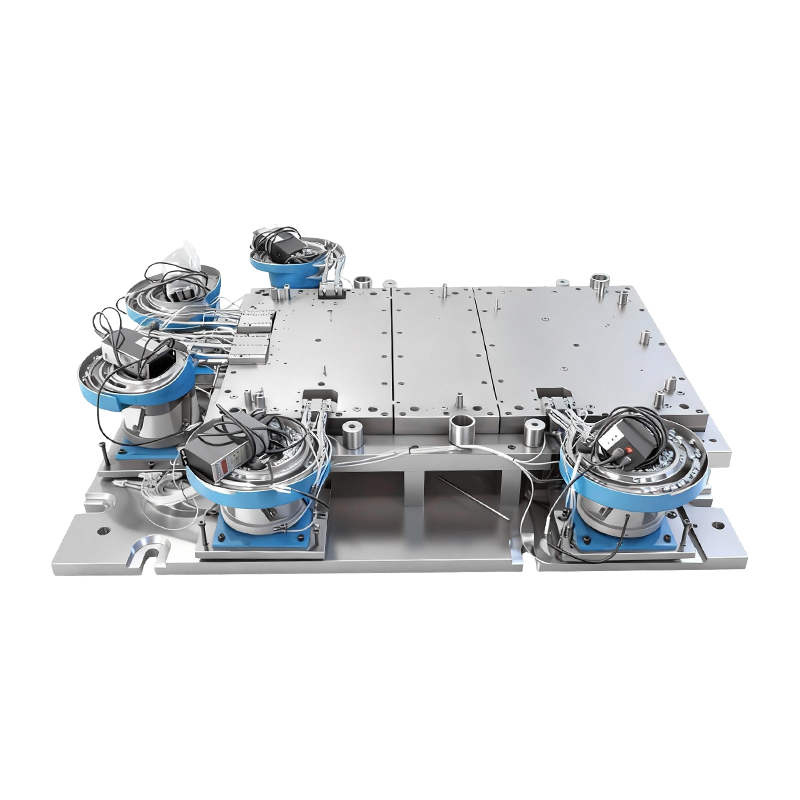
Automatikus szegecselő forma nagy számítógépes gépalaphoz
Ez az automatikus szegecselőforma nagy számítóg...
-
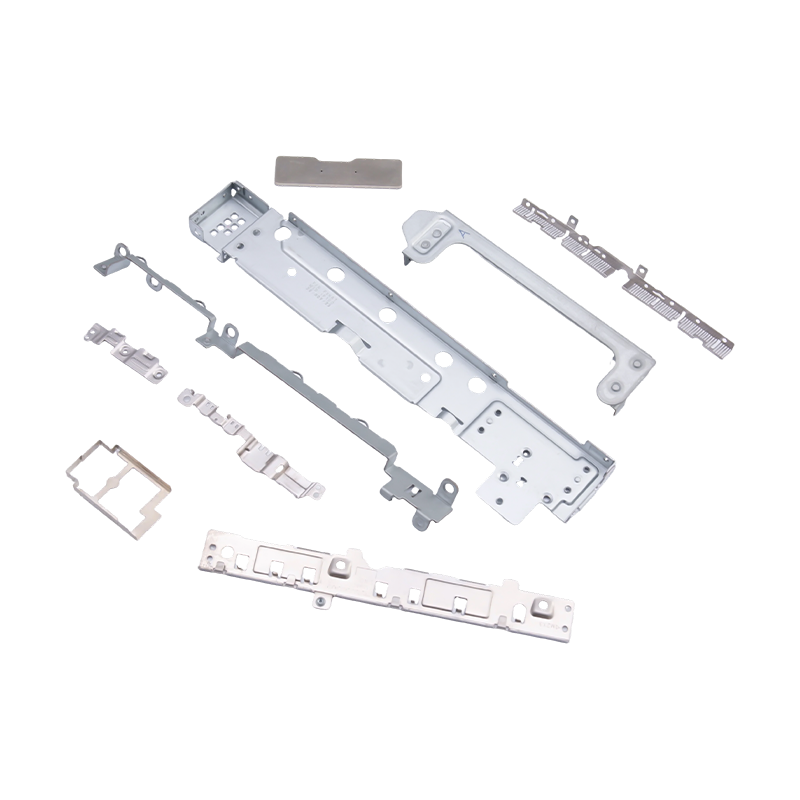
Kis bélyegzett alkatrészek laptopokhoz és mobiltelefonokhoz
A modern hordozható elektronika alapvető belső ...
-
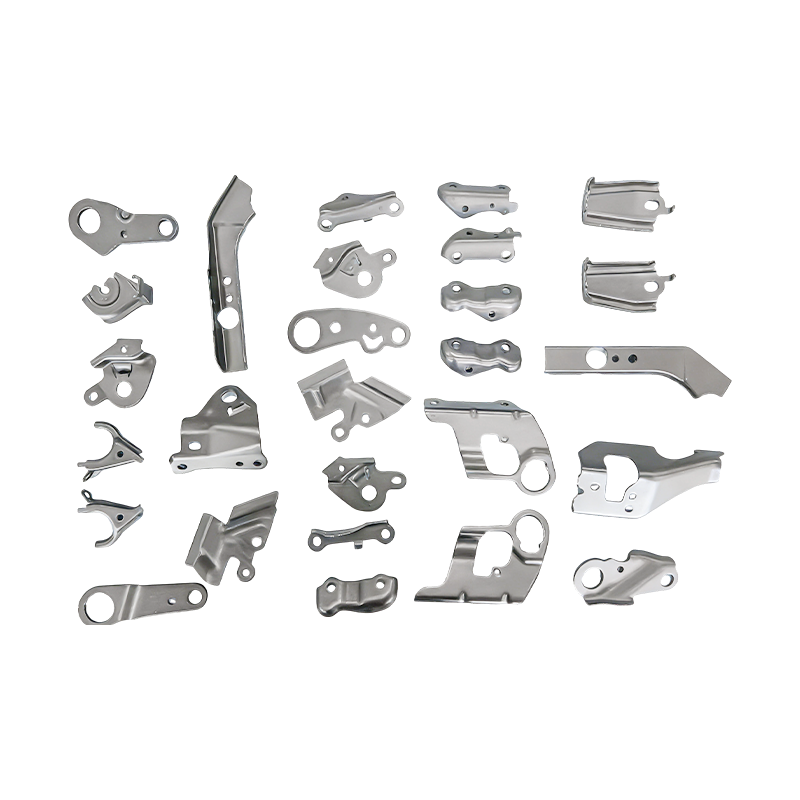
Kis autóalkatrészek progresszív présbélyegző alkatrészek
Kis autóalkatrészeink progresszív présbélyegző ...
-
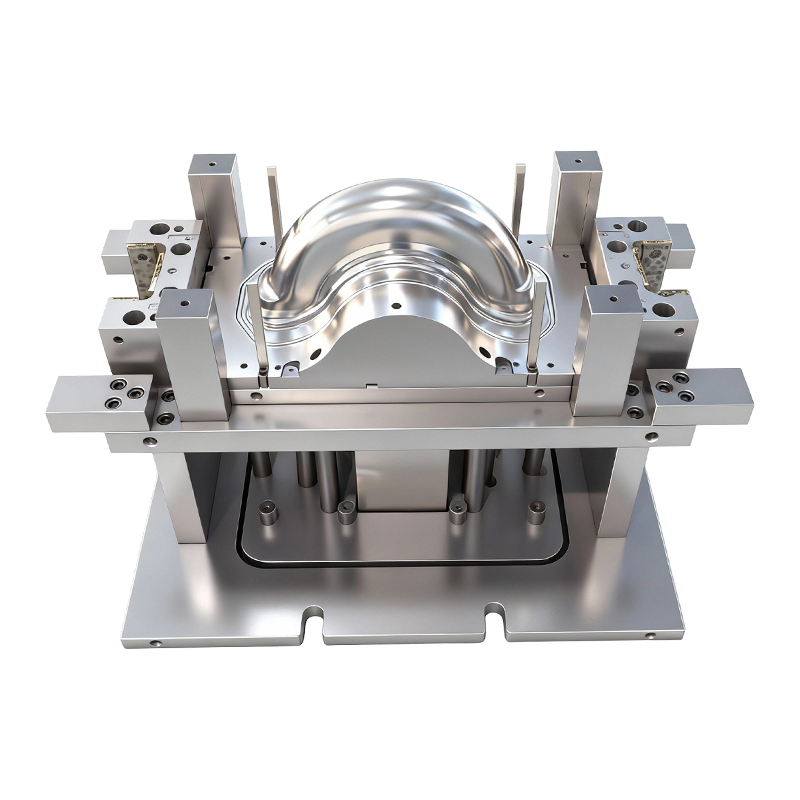
Mélyhúzó forma kétkerekű elektromos járművek első és hátsó kerekeihez
Ez a mélyhúzó forma kétkerekű elektromos járműv...
-
Csúcskategóriás nagy számítógépes bélyegzőalkatrészek
Csúcskategóriás nagyméretű számítógépes bélyegz...
-
Autóülések bélyegző alkatrészei
Az autóülések bélyegzőalkatrészei az autóülések...
Ipari hírek
Otthon / Hírek / Ipari hírek / Könnyű, nagy pontosságú: A Deep Drawing Die Stratégiák az elektromos autók karosszériájának innovációjához
Könnyű, nagy pontosságú: A Deep Drawing Die Stratégiák az elektromos autók karosszériájának innovációjához
2026-05-07
Miben különbözik az autóipari mélyrajzoló matricák a szabványos szerszámoktól
Az autóiparban és az elektromos járművek gyártásában használt mélyhúzó szerszámok nem cserélhetők fel az általános célú fémlemez szerszámokkal. Ezek célirányosan megtervezett rendszerek, amelyek négy elsődleges alkatrészből állnak – lyukasztók, matricák, nyersdarabtartók és matricakészletek –, amelyek mindegyike extrém alakító terhelések melletti együttes működésre van optimalizálva. Egy tipikus autóipari sajtolóprésben a lyukasztó leereszkedik a matrica üregébe, miközben a nyersdarab tartó szabályozott lefelé nyomást fejt ki a lap peremére, és a fém áramlását az üregbe vezeti anélkül, hogy ráncosodás vagy szakadás keletkezne. A szerszámkészlet biztosítja a merev szerkezeti vázat, amely megtartja a beállítást ciklikus terhelések esetén, amelyek löketenként több száz tonnát is meghaladhatnak.
Mi különbözteti meg az autóipari minőséget mélyrajz meghal a teljes szerszámon megkövetelt precíziós tűrés. A méretpontosságot általában betartják ±0,02 mm kritikus alakzati felületeken keresztül, ezt a követelményt az a tény vezérli, hogy a karosszériaelemeken – például az ajtók külső panelén – tapasztalható halmozott eltérések közvetlenül látható felületi hibákká vagy összeszerelési hézagokká alakulnak, amelyek mind az esztétikai, mind a szerkezeti illeszkedést befolyásolják. A lyukasztó és a szerszám sugarainál a felületkezelés egyformán kritikus: Ra érték: ≤0,05 μm (közel tükörminőségű) minimálisra csökkenti a súrlódás okozta elvékonyodást és horzsolást, különösen nagy szilárdságú vagy könnyű ötvözetek feldolgozásakor.
Az alumíniumötvözetek alakíthatósága és az alumínium olvadáspontjának szerepe a folyamattervezésben
Alumínium ötvözet kedvező szilárdság-tömeg arányának, korrózióállóságának és újrahasznosíthatóságának köszönhetően a hagyományos autókarosszéria-panelek és az elektromos járművek szerkezeti elemeinek domináns könnyű anyagává vált. Az alumínium azonban egyedülálló kihívásokat jelent a mélyhúzás során, amelyek közvetlenül összefüggenek az anyag tulajdonságaival – beleértve a alumínium olvadáspont .
A tiszta alumínium kb 660 °C , de az autóipari bélyegzéshez használt alumíniumötvözetek – elsősorban az 5xxx (Al-Mg) és a 6xxx (Al-Mg-Si) sorozat – az ötvözet összetételétől függően valamivel alacsonyabb olvadáspontúak. Noha magát az alumínium olvadáspontját nem érik el közvetlenül a hidegsajtolás során, ez nagyon fontos a folyamattal szomszédos két területen: a melegalakításnál és a szerszámhűtés kezelésénél. Az alumínium melegalakítása során a nyersdarabokat 200–300 °C-ra (az olvadáspont gondosan kiválasztott hányadára) hevítik, hogy növeljék a rugalmasságot és csökkentsék a visszarugaszkodást, lehetővé téve olyan összetett geometriák előállítását, amelyek környezeti hőmérsékleten megrepednének. A szerszámtervezőknek figyelembe kell venniük a hőtágulást ezeken a hőmérsékleteken, ennek megfelelően újra kell kalibrálniuk a hézagokat és a nyersdarabtartó erő paramétereit.
Még a hagyományos hideg mélyhúzásnál is jelentősen megemelheti a helyi felületi hőmérsékletet a lyukasztó és a sajtolószerszám felületén keletkező súrlódási hő. Az alumíniumötvözetek esetében, amelyek olvadáspontja viszonylag alacsony az acélhoz képest, a túlzott helyi melegítés felgyorsítja a foltosodást – az alumínium ragasztóanyag-átvitelét a szerszámfelületekre –, ami rontja a felületi minőséget, növeli az alakító erőket és lerövidíti a szerszám élettartamát. Ez különösen fontossá teszi a kenési stratégiát és a szerszám felületi bevonatának kiválasztását a feldolgozás során alumínium ötvözet lapokat.
Általános gépjármű-alumíniumötvözetek és formázási jellemzőik
| Ötvözet sorozat | Tipikus fokozat | Olvadási tartomány (°C) | Kulcs alkalmazás |
|---|---|---|---|
| 5xxx (Al-Mg) | 5052, 5182 | 607–649 | Motorháztető belsők, ajtóbelsők, EV burkolatok |
| 6xxx (Al-Mg-Si) | 6016, 6111 | 610–655 | Külső karosszéria panelek, szerkezeti zárások |
| Mg-Al (magnézium-alumínium) | AZ31, AM60 | 470–630 | EV akkumulátorházak, műszerfalak |
EV-specifikus dizájn: mélyrajzolási arányok, akkumulátor burkolatok és könnyű súlyozás
Az elektromos járművek gyártása olyan követelményeket támaszt a mélyhúzó szerszámokkal szemben, amelyek túlmutatnak a hagyományos autóipari bélyegzésnél. A műszakilag legigényesebb alkalmazás a magnézium-alumínium ötvözet akkumulátorházak kialakítása – nagy, mély, szerkezetileg összetett burkolatok, amelyek védik az akkumulátorcella-tömböket, miközben hozzájárulnak a jármű össztömegéhez. Ezek az alkatrészek megkövetelik 2,5:1-nél nagyobb mélyhúzási arányok (a nyersdarab átmérőjének és a lyukasztó átmérőjének aránya), ami az anyagot a hajlékonysági határáig nyomja, és kivételes szerszámtervezést igényel a karima repedésének vagy a fal túlzott elvékonyodásának elkerülése érdekében.
Az anyag elvékonyodásának minimalizálása a húzott falon kritikus fontosságú az akkumulátorházak esetében, mivel a falvastagság egyenletessége közvetlenül befolyásolja a szerkezeti merevséget és az ütközési teljesítményt. A szerszámtervezők ezt több összehangolt stratégián keresztül oldják meg: a lyukasztó orr sugarának optimalizálása a feszültség egyenletesebb elosztása érdekében, változó nyersdarabtartó erő (BHF) profilok bevezetése, amelyek fokozatosan növelik a nyomást a húzási mélység növekedésével, és többlépcsős rajzolási szekvenciák alkalmazása különösen mély geometriákhoz, ahelyett, hogy megkísérelné az egyműveletes alakítást.
A könnyű súlyozás felé való elmozdulás a moduláris szerszámszerkezetek elfogadását is ösztönözte az elektromos járművek programjaiban. A monolit sajtolóblokk megmunkálása helyett a moduláris felépítések cserélhető lapkákat használnak a nagy kopásnak kitett zónákhoz, például a szerszám belépési sugaraihoz és a lyukasztó sarkokhoz. Ez a megközelítés 20–35%-kal csökkenti a járműprogramonkénti szerszámköltséget nagy mennyiségben, mivel a kopott lapkák kicserélhetők a teljes szerszámkészlet leselejtezése nélkül. A moduláris matricák gyorsabb alkalmazkodást is lehetővé tesznek, amikor tervezési iterációk következnek be az elektromos járművek fejlesztési ciklusa során, ami általában gyorsabban halad, mint a hagyományos autóipari programok.
Üres tartó erőszabályozás: A ráncosodás és a repedés egyidejű megelőzése
Az üres tartó erő a legbefolyásosabb folyamatváltozó a mélyhúzásban, és ennek helyes kalibrálása választja el a stabil gyártási folyamatot a selejtezésre hajlamostól. A túl kevés BHF lehetővé teszi, hogy a karima összenyomó kerületi feszültség hatására meghajoljon, és olyan ráncokat hozzon létre, amelyeket a későbbi műveletek során nem lehet elsimítani. A túl sok BHF megakadályozza, hogy a fém a szerszám üregébe áramoljon, ami húzótörést okoz a falban – jellemzően az ütési sugárnál, ahol az anyag a legvékonyabb.
Mert alumínium ötvözet A lemezeknél az elfogadható BHF-ablak keskenyebb, mint az alacsony szén-dioxid-kibocsátású acéloknál, mivel az alumíniumnak kisebb a nyúlási edzési kitevője, és érzékenyebb a helyi elvékonyodásra. Modern autóipar mélyrajz meghal ezt hidraulikus vagy szervovezérlésű üres tartókkal oldja meg, amelyek valós időben, dinamikusan állíthatják be a nyomást a szerszámszerkezetbe ágyazott erőmérő cellák visszajelzései alapján. Ez a zárt hurkú szabályozás különösen értékes magnézium-alumínium ötvözet alkatrészek emelt hőmérsékleten történő húzásakor, ahol az anyagáramlási feszültség folyamatosan változik, ahogy a nyersdarab lehűl a löket során.
A következő tényezőket kell kiegyensúlyozni, amikor egy új mélyhúzási művelethez beállítja az üres tartó paramétereit:
- Anyag folyáshatár és nyúlás: A nagyobb szilárdságú ötvözetek nagyobb BHF-et igényelnek, hogy megakadályozzák a gyűrődést, ugyanakkor érzékenyebbek a repedésre, ami szűkebb szabályozási sávszélességet igényel.
- Üres geometria és rajzolási mélység: A nem kör alakú nyersdarabok – amelyek gyakoriak az ajtópanel- és akkumulátorház-alkalmazásokban – nem egyenletes karimás feszültségeloszlást hoznak létre, amihez szegmentált vagy változó geometriájú nyersdarabtartókra van szükség.
- Kenőréteg vastagsága: A vastagabb kenőanyag-filmek csökkentik a súrlódást, és csökkentik a BHF-et, amely szükséges a pattanás megelőzéséhez, de a túlzott kenés olyan vízi siklás hatásokat okozhat, amelyek destabilizálják a fémáramlást.
- Nyomási löket sebessége: A nagyobb sajtolási sebesség növeli a nyúlási sebességet, ami befolyásolja az alumínium áramlási feszültségét, és leszűkíti a biztonságos BHF tartományt – ez kritikus szempont a prototípusról a tömeggyártású préssorokra történő átálláskor.
Szimulációvezérelt szerszámfejlesztés és intelligens felügyelet a tömeggyártásban
A modern autóipari szerszámok fejlesztése már nem csupán a fizikai kipróbáláson múlik. A végeselem-elemzés (FEA) alapú alakítási szimuláció – olyan szoftverplatformok használatával, mint az AutoForm vagy a Dynaform – lehetővé teszi a szerszámmérnökök számára, hogy gyakorlatilag teszteljék az alakítási feltételeket, mielőtt egyetlen darab szerszámacélt levágnának. A szimuláció pontosan előrejelzi az elvékonyodás eloszlását, a ráncok kockázatát, a visszarugózási nagyságot és az alakító erőszükségletet, lehetővé téve a tervezők számára a lyukasztási geometria, a szerszámbemeneti sugarak és a BHF-profilok számítási optimalizálását. Mert alumínium ötvözet összetett görbületű komponensek, a szimuláció 40-60%-kal csökkentheti a fizikai próba iterációit, jelentősen tömörítve a szerszámfejlesztési idővonalakat.
Amint a vágószerszámok tömeggyártásba kerülnek, az intelligens felügyeleti rendszerek műszakonként több ezer löketen keresztül fenntartják a folyamatstabilitást. Az akusztikus emissziós érzékelők észlelik az ütődés vagy felületi horzsolás kezdetét, mielőtt az láthatóvá válna. A szerszámszerkezetben lévő nyúlásmérő tömbök valós időben nyomon követik az erőt, jelezve az eltéréseket, amelyek a nyersanyag változását vagy a kenőanyag meghibásodását jelzik. A Vision rendszerek 100%-os optikai ellenőrzést végeznek a kihúzott alkatrészeken közvetlenül a kilökődés után, megmérik a kritikus méreteket a CAD névleges értékekhez képest, és automatikusan megjelölik a tűréshatáron kívüli részeket az eltávolításhoz, mielőtt azok elérnék a későbbi összeszerelést.
A szimuláció és a nyomdai nyomon követés ezen integrációja egy szélesebb iparági átmenetet tükröz: mélyrajz meghal már nem passzív szerszámok, hanem egy adatvezérelt gyártási rendszer aktív összetevői. A hibamentes gyártási célok mellett elkötelezett autóipari és elektromos járműgyártók számára a szimulációval hitelesített szerszámtervekbe és az érzékelőkkel felszerelt gyártószerszámokba való befektetés nem prémium opció – ez egy versenyképes alapkövetelmény, mivel az ipar felgyorsítja a könnyű súlyozás felé való elmozdulást a fejlett eszközökkel. alumínium ötvözet anyagok.

Előző bejegyzés
Autóülések bélyegző alkatrészei: Minőségi és illeszkedési útmutató
Következő bejegyzés
Fémbélyegző alkatrészek: típusok és alkalmazások
A miénk Termékek.
Indítsa el vállalkozását egy OEM gyártóval itt!
Teljes körű kulcsrakész megoldásokat biztosít a globális ügyfelek számára
keresztül
innováció!
GYORSLINKEK
HÍREK
ELÉRHETŐSÉG.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
Szerzői jog © Suzhou Shuangqisi Mold Equipment Co., Ltd. Minden jog fenntartva. Egyedi bélyegző szerszám Fémbélyegző szerszámgyártók
