-
Kis bélyegzett alkatrészek laptopokhoz és mobiltelefonokhoz
A modern hordozható elektronika alapvető belső ...
-
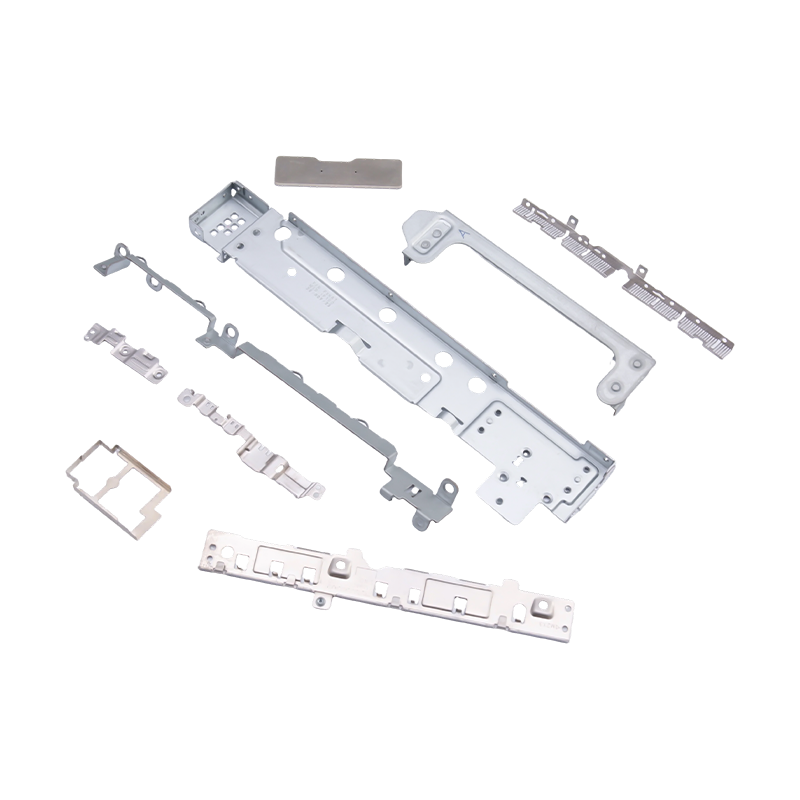
Laptop bélyegző alkatrészek
Laptopbélyegző alkatrészeink precíziós gyártású...
-
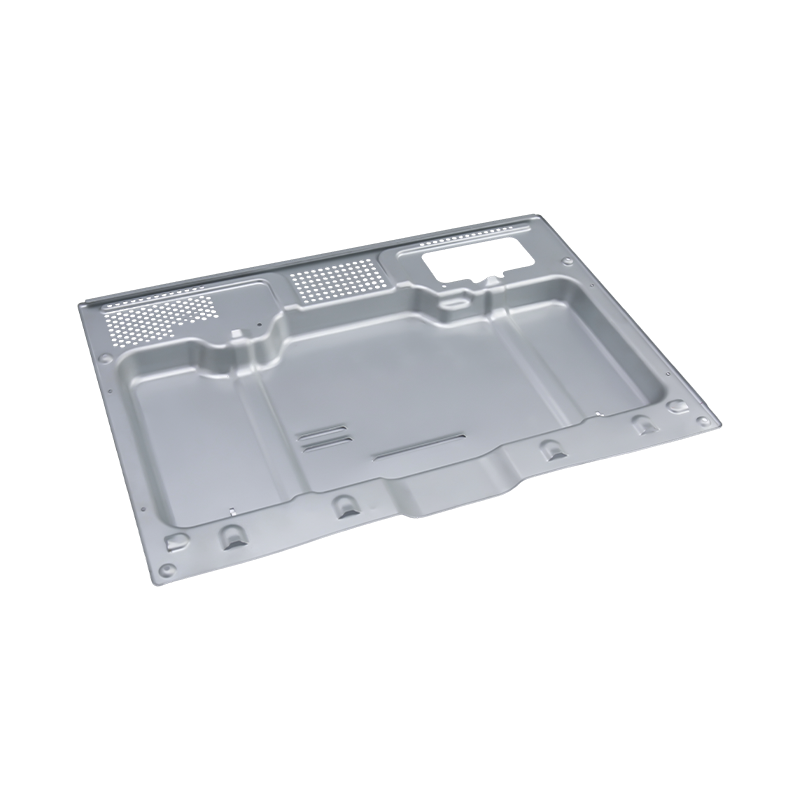
Csúcskategóriás sütőbélyegző alkatrészek
Csúcskategóriás sütőbélyegző alkatrészeink prec...
-
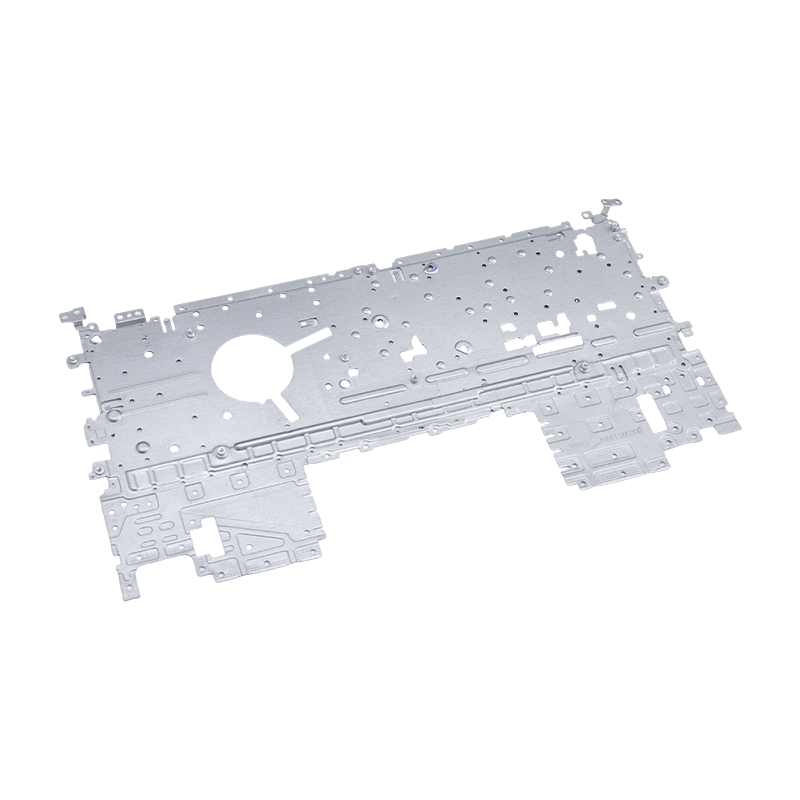
Csúcskategóriás nagy számítógépes bélyegzőalkatrészek
Csúcskategóriás nagyméretű számítógépes bélyegz...
-

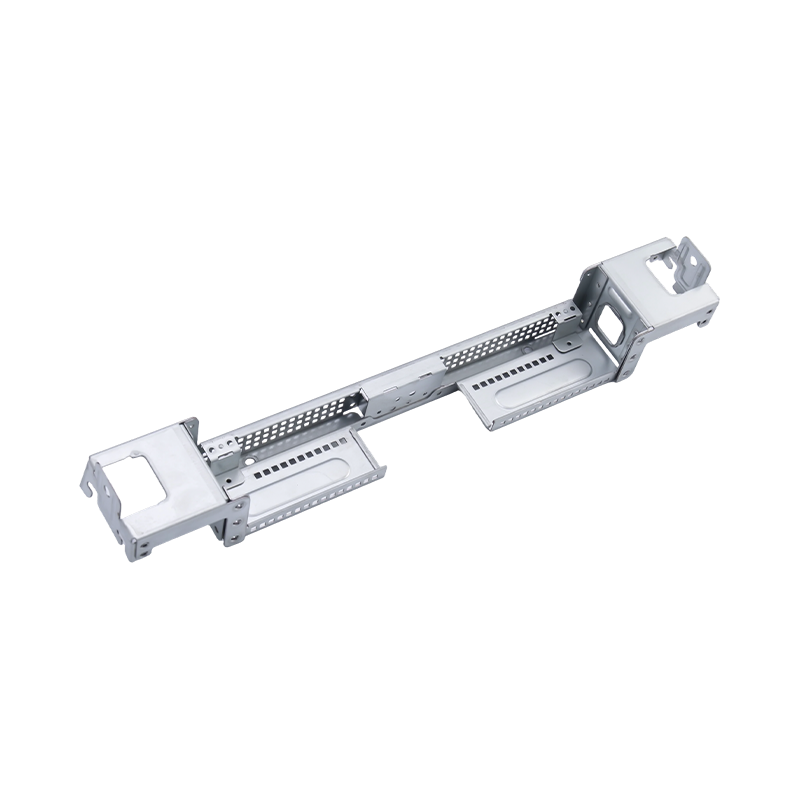
Gépjárműmotorház-bélyegző alkatrészek
Az autómotorok házának bélyegző alkatrészei az ...
-
Gáztartály végén bélyegző alkatrészek
A gáztartály végének bélyegző részei az autóipa...
Ipari hírek
Otthon / Hírek / Ipari hírek / Mik a legfontosabb különbségek a mikrobélyegzés és a szabványos elektronikus alkatrészek között?
Mik a legfontosabb különbségek a mikrobélyegzés és a szabványos elektronikus alkatrészek között?
2026-03-09
Az elektronikus bélyegző alkatrészek megértése és szerepük a modern elektronikában
Elektronikus bélyegző alkatrészek precíziós fémalkatrészek, amelyeket progresszív vagy transzferbélyegzési eljárással állítanak elő, amelynek során a lapos fémlemezt vagy tekercset fokozatosan alakítják ki, lyukasztják, hajlítják és formálják edzett szerszámkészletekkel, hogy szűk mérettűréssel rendelkező kész alkatrészeket állítsanak elő. Ezek az alkatrészek gyakorlatilag minden ma gyártott elektronikus eszköz szerkezeti és elektromos alapját képezik – a fogyasztói okostelefonoktól és laptopoktól az autóipari vezérlőmodulokig, orvosi implantátumokig és ipari érzékelőkig. A kategória az alkatrésztípusok óriási választékát öleli fel, beleértve a kivezetéseket, csatlakozókat, pajzsokat, konzolokat, érintkezőket, ólomkereteket, hőelosztókat és rugós elemeket, amelyek mindegyike közös jellemző, hogy fémlemezből készülnek, nem pedig szilárd alapanyagból vagy olvadt fémből öntötték. Az elektronikus bélyegzési alkatrészek széles skáláján belül a mikrobélyegzés és a szabványos bélyegzés közötti különbségtétel jelenti az egyik legjelentősebb választóvonalat a gyártási képesség, a folyamatkövetelmények és a végfelhasználói alkalmazások alkalmassága tekintetében.
Szabványos elektronikus bélyegző alkatrészek meghatározása: méretek és képességek
A szabványos elektronikus bélyegzőalkatrészek a bélyegzőipar széles középső terét foglalják el, olyan méretű és anyagvastagságú alkatrészeket foglalva magukban, amelyeket a hagyományos progresszív sajtolószerszámok és szabványos sajtolóprések megbízhatóan képesek nagy mennyiségben előállítani. Gyakorlatilag a szabványos elektronikus bélyegzőalkatrészeket jellemzően körülbelül 0,15 mm és 3,0 mm közötti vastagságú fémlemezből állítják elő, lyukasztással, formázott jellemzőkkel és hajlítási sugarakkal, amelyeket mikron helyett tizedmilliméterben mérnek. A szabványos elektronikus bélyegzőalkatrészek mérettűrése általában ±0,05 mm és ±0,1 mm közötti tartományba esik, ami a présberendezések jól karbantartott hagyományos szerszámaival érhető el, a 25 tonnás asztali egységektől a 400 tonnás transzferprésekig a nagyobb alkatrészekhez.
A szabványos elektronikus bélyegzőalkatrészek anyagválasztéka széles, és magában foglalja a hidegen hengerelt acélt, a 301-es és 304-es rozsdamentes acélt, a rézötvözeteket, mint a C110, C194 és C260 sárgaréz, 1100 és 3003 alumíniumötvözeteket és nikkelezüstöt. A felületkezelési lehetőségeket, beleértve az ónnal, nikkellel, ezüsttel vagy arannyal végzett galvanizálást, rutinszerűen alkalmazzák a szabványos elektronikus bélyegző alkatrészeken, hogy elérjék az adott áramkörhöz vagy mechanikai funkcióhoz szükséges érintkezési ellenállást, korrózióállóságot és forraszthatósági jellemzőket. A szabványos elektronikus bélyegzőalkatrészek gyártási mennyisége több ezertől több száz millió darabig terjedhet évente, a progresszív szerszámozással, amely 100-800 löket/perc ciklussebességet tesz lehetővé az alkatrész összetettségétől és a prés méretétől függően.
Mi határozza meg a mikrobélyegzést, és hol tér el a szokásos gyakorlattól
A mikrobélyegzés akkor lép be a képbe, ha az elektronikus bélyegző alkatrészek méretigénye meghaladja azt, amit a szabványos szerszámok és folyamatszabályozások megbízhatóan képesek biztosítani. Noha nincs általánosan elfogadott küszöb, a mikrobélyegzés általában akkor kezdődik, amikor az anyagvastagság 0,1 mm alá esik, amikor a lyukasztott elemek mérete megközelíti vagy meghaladja az 1:1 arányt az anyagvastagsággal (ami a lyukasztott lap vastagságával egyenlő vagy annál kisebb lyukátmérőt jelent), vagy amikor a teljes alkatrész méretét egy számjegyű milliméterben mérik ±0 ±0 mm tűréssel. mm. Ebben a léptékben a fém deformációját, a szerszámkopást és a présdinamikát szabályozó fizikai törvények alapvetően eltérő megközelítést követelnek meg a szerszámtervezésben, a présválasztásban, a folyamatszabályozásban és a minőségellenőrzésben, mint a szabványos elektronikus sajtolóalkatrészek gyártásában.
Az elektronikai ipar könyörtelen törekvése a miniatürizálás felé az elsődleges erő a mikrobélyegzett elektronikus bélyegzőalkatrészek piacának bővítésében. Az okostelefon-csatlakozók, a hallókészülék-alkatrészek, a hordható szenzorházak, a szívritmus-szabályozó vezetékérintkezői, a MEMS-eszközök csomagolása és a finom hangmagasságú IC vezetékkeretek mind olyan mikrobélyegzett funkciókat igényelnek, amelyeket egyszerűen nem lehet előállítani a hagyományos bélyegzési módszerekkel. Az eszközök miniatürizálásának felgyorsulásával nőtt a szakadék a szabványos és a mikrobélyegzés elérhetősége között, így a két kategória közötti különbség kereskedelmi és műszaki szempontból egyre jelentősebbé válik.
Szerszámtervezés és szerszámgyártás: ahol a legkifejezettebbek a különbségek
A mikrobélyegzett elektronikus bélyegzőalkatrészek gyártásához használt szerszámok tervezése, anyagspecifikációja és gyártási folyamata szinte minden aspektusában eltérnek a szabványos szerszámoktól. Az elektronikus sajtolóalkatrészek szabványos progresszív szerszámai olyan szerszámacélból készülnek, mint a D2, M2 vagy DC53, és a lyukasztó- és matrica-hézagokat általában oldalanként az anyagvastagság 5–10%-ára állítják be. Szabványos méreteknél ezek a hézagok a hagyományos CNC-csiszoló- és EDM-huzalvágó berendezésekkel érhetők el, és az így kapott szerszámok milliónyi alkatrészt tudnak gyártani, mielőtt felújításra szorulnának.
A miniatűr elektronikus bélyegzőalkatrészek mikrobélyegzőszerszámaihoz egyszámjegyű mikronokban mért hézagok szükségesek – néha oldalanként akár 1–3 mikron is – a legfinomabb jellemzők eléréséhez – rendkívül precíziós csiszológépeken és ±0,001 mm-es vagy annál jobb tűrés tartására képes profilos szikraforgácsoló berendezésen gyártott szerszámalkatrészek igényesek. A mikrobélyegzett elemek lyukasztó átmérője akár 0,05 mm is lehet, amelynél a lyukasztó mechanikailag sérülékeny, és hajlamos az elhajlásra a lyukasztás során keletkező oldalirányú erők hatására. A vágószerszám-tervezők a lyukasztót a vágófelület közelében támasztó vezetőpersely-elrendezésekkel, a vágószerszám-bemeneti hosszok csökkentésével, amelyek minimalizálják a nem alátámasztott lyukasztóhosszt, valamint a precíziós köszörült vezetőoszlopokkal és mikronnyi hézagközökkel rendelkező perselyekkel ellenőrzött lyukasztó-szerszám-igazítással kompenzálják.
A keményfém szerszámozás – különösen a keménység, szívósság és nyomószilárdság kombinációja alapján kiválasztott volfrám-karbid – alapvetően kötelező a mikrobélyegzett elektronikus bélyegzőalkatrészek gyártásához. A szerszámacél kopási sebessége mikroméretű lyukasztóméreteknél a szerszámozást gazdaságilag életképtelenné tenné rövid gyártási cikluson belül. A keményfém matricák előállítása lényegesen drágább, mint a megfelelő szerszámacélok, de biztosítják a kopásállóságot és a méretstabilitást, amely a jellemzők méretének és élminőségének fenntartásához szükséges a költséghatékony mikrobélyegzett elektronikus bélyegzőalkatrészek gyártásához szükséges millió löket során.
Nyomja meg a Berendezés- és folyamatvezérlési követelményeket
A mikrobélyegzett elektronikus bélyegző alkatrészekhez használt présberendezés lényegesen eltér a szabványos bélyegzőprés specifikációitól. A szabványos elektronikus bélyegzőalkatrészek gyártása elviseli a préskeret bizonyos fokú elhajlását, a csúsztatási párhuzamosság változását és a dinamikus vibrációt, amely mikroléptékben katasztrofális lenne. A mikrobélyegző prések lényegesen szigorúbb csúszásvezetési előírásoknak – jellemzően 0,003 mm vagy jobb párhuzamosságnak – készültek, hidrosztatikus vagy precíziós görgőscsapágyas csúszóvezetőkkel, amelyek állandó zárási magasságot tartanak fenn, függetlenül az aszimmetrikus alkatrészgeometriákból származó excentrikus terheléstől.
A szervohajtású mikrobélyegző prések különleges előnyöket kínálnak a precíziós elektronikus bélyegző alkatrészek mikroléptékű gyártásához. A tetszőleges csúszó mozgási profilok programozhatósága – lassú megközelítés az érintkezéshez a kényes jellemzőkért, gyors visszatérés a ciklusidő optimalizálásához, szabályozott tartózkodás az alsó holtponton a pénzverési műveletekhez – olyan szintű folyamatrugalmasságot biztosít, amelyhez a forgattyús hajtású mechanikus prések nem férnek hozzá. A szervoprések emellett kiküszöbölik a lendkerék-hajtású mechanikus présekhez kapcsolódó energiacsúcsokat, csökkentve a szerszámra továbbított vibrációt, és javítva a méretkonzisztenciát a mikrobélyegzett elektronikus bélyegző alkatrészek hosszú gyártási sorozatai során.
A kulcsjellemzők egymás melletti összehasonlítása
Az alábbi táblázat strukturált összehasonlítást nyújt a mikrobélyegzés és az elektronikus bélyegzési alkatrészek szabványos folyamatai közötti fő különbségekről a tervezőmérnökök és beszerzési szakemberek számára leginkább releváns méretek között:
| Jellemző | Szabványos elektronikus bélyegző alkatrészek | Mikrobélyegzett elektronikus bélyegző alkatrészek |
| Anyagvastagság tartomány | 0,15 mm – 3,0 mm | 0,01 mm – 0,1 mm |
| Mérettűrés | ±0,05 mm – ±0,1 mm | ±0,005 mm – ±0,02 mm |
| Vágási távolság oldalanként | Az anyagvastagság 5-10%-a | 1-3 mikron abszolút |
| Szerszámanyag | Szerszámacél (D2, M2, DC53) | Volfrámkarbid |
| Nyomja meg a típust | Mechanikus/hidraulikus | Precíziós szervo / hidrosztatikus vezető |
| Tipikus löketszám | 100-800 spm | 200–1500 fordulat/perc (szervo-optimalizált) |
| Ellenőrzési módszer | CMM, optikai komparátor | Látórendszerek, SEM, konfokális mikroszkópia |
| Szerszámköltség | Mérsékelt | Magastól nagyon magasig |
Anyagválasztási különbségek a mikroméretű elektronikus bélyegzőalkatrészekhez
A mikrobélyegzett elektronikus bélyegzőalkatrészek anyagának kiválasztása további megszorításokat von maga után a szabványos alkatrészekre vonatkozókon túl. 0,1 mm alatti vastagságnál a fém mikroszerkezete közvetlenül befolyásolja a sajtolási viselkedést – az anyagvastagsághoz viszonyított szemcseméret inkonzisztens alakváltozást, sorjaképződést és élminőségi ingadozást okozhat, ami standard vastagság esetén elhanyagolható lenne. A mikrobélyegzési alkalmazások jellemzően ellenőrzött szemcseszerkezetű anyagokat írnak elő, amelyeket gyakran az ASTM vagy a JIS finomszemcsés specifikációi határoznak meg, hogy biztosítsák az egyenletes fémáramlást és a vágóél minőségét a bélyegzési művelet során.
A rézötvözetek továbbra is a mikrobélyegzett elektronikus bélyegző alkatrészek leggyakoribb vezetőanyagai, különösen a C194 (réz-vas-foszfor) és a C7025 (réz-nikkel-szilícium) minőségek, amelyek jó elektromos vezetőképességet biztosítanak a miniatűr érintkező- és terminálalkalmazásokhoz szükséges rugójellemzőkkel és alakíthatósággal kombinálva. A berillium rézötvözetek, különösen a C17200 oldattal lágyított állapotban, mikrobélyegzett rugós érintkezőkhöz vannak előírva, ahol terhelés alatti maximális rugalmas elhajlás szükséges, bár feldolgozásuk gondos figyelmet igényel az egészségügyi és biztonsági ellenőrzésekre a bélyegzési és befejezési műveletek során.
Minőségellenőrzési és mérési kihívások mikroléptékben
A mikrobélyegzett elektronikus bélyegző alkatrészek méretmegfelelőségének ellenőrzéséhez olyan ellenőrző berendezésekre és módszerekre van szükség, amelyek jóval túlmutatnak a legtöbb bélyegzési minőségi laboratóriumban szabványos koordináta-mérőgépeken és optikai komparátorokon. A több tíz mikronban mért jellemzőméretek érintésmentes optikai mérőrendszereket igényelnek – jellemzően szubmikron felbontású objektívekkel és telecentrikus optikával rendelkező automatizált látórendszereket –, amelyek alkatrészenként több száz jellemző mérésére képesek másodpercek alatt gyártósor-sebességgel. A legkritikusabb méretek esetében a pásztázó elektronmikroszkópia (SEM) biztosítja az élminőség, a sorjamagasság és a felület állapotának jellemzéséhez szükséges felbontást olyan részletességgel, amely fényoptikával nem érhető el.
A mikrobélyegzett elektronikus bélyegzőalkatrészek statisztikai folyamatellenőrzését olyan szigorral kell megvalósítani, amely meghaladja a szabványos elektronikus bélyegzőalkatrészek gyártására alkalmazott tipikus SPC-programokat. A mikroléptékű szerszámkopás olyan méreteltolódást eredményez, amely meghaladhatja a tűréshatárokat egyetlen gyártási műszakon belül, nem pedig a szabványos szerszámokra jellemző többnapos gyártási sorozatok során. A valós idejű SPC automatizált visszacsatolást biztosít a présparaméterekhez – a zárási magasság, az előtolás előrehaladásának és a kenésszállításnak a mért mérettrendek függvényében történő beállításával – egyre inkább bevett gyakorlat a precíziós elektronikai szektort szolgáló vezető mikrobélyegzési műveletekben.
Mikro- és szabványos elektronikus bélyegzőalkatrészek kiválasztása az Ön alkalmazásához
A mikrobélyegzett vagy a szabványos elektronikus bélyegző alkatrészek megadása közötti döntést objektív funkcionális követelményeknek kell vezérelniük, nem pedig annak a feltevésnek, hogy a szigorúbb tűréshatárok mindig jobb termékeket eredményeznek. A szabványos elektronikus bélyegzőalkatrészek akkor megfelelőek, ha az alkalmazás méretbeli, elektromos és mechanikai teljesítménykövetelményei a hagyományos bélyegzés képességi keretein belül teljesíthetők – és az elektronikus összeszerelési alkalmazások többségében is. A lényegesen alacsonyabb szerszámköltség, a szélesebb beszállítói bázis és a szabványos elektronikus bélyegző alkatrészekhez kapcsolódó egyszerűbb minőségirányítás olyan valódi előnyöket jelent, amelyekről egyértelmű funkcionális indoklás nélkül nem szabad lemondani.
A mikrobélyegzést akkor kell megadni, ha a miniatürizálás valódi tervezési hajtóerő – amikor a csökkentett komponensméretek jelentős mértékben javítják az eszköz teljesítményét, az integrációs sűrűséget vagy a végfelhasználói élményt, ami indokolja a nagyobb szerszámbefektetést és az ellátási lánc összetettebb kezelését. Az olyan alkalmazások, mint az ultraminiatűr csatlakozók beültethető orvosi eszközökhöz, szubmilliméteres rugós érintkezők hordható érzékelőkhöz, finom osztású ólomkeretek a fejlett IC-csomagokhoz és precíziós árnyékoló alkatrészek az RF-érzékeny modulokhoz, mind olyan eseteket képviselnek, amikor a mikrobélyegzett elektronikus bélyegző alkatrészek képességei olyan funkcionális értéket biztosítanak, amelyet nem lehet szabványos méretben megismételni.

Előző bejegyzés
Fémbélyegző alkatrészek autókhoz és háztartási gépekhez: eljárások, anyagok és minőségi szabványok
Következő bejegyzés
Mi a különbség a hagyományos és a szimulációra optimalizált autóipari bélyegző szerszámok között?
A miénk Termékek.
Indítsa el vállalkozását egy OEM gyártóval itt!
Teljes körű kulcsrakész megoldásokat biztosít a globális ügyfelek számára
keresztül
innováció!
GYORSLINKEK
HÍREK
ELÉRHETŐSÉG.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
Szerzői jog © Suzhou Shuangqisi Mold Equipment Co., Ltd. Minden jog fenntartva. Egyedi bélyegző szerszám Fémbélyegző szerszámgyártók
