
-
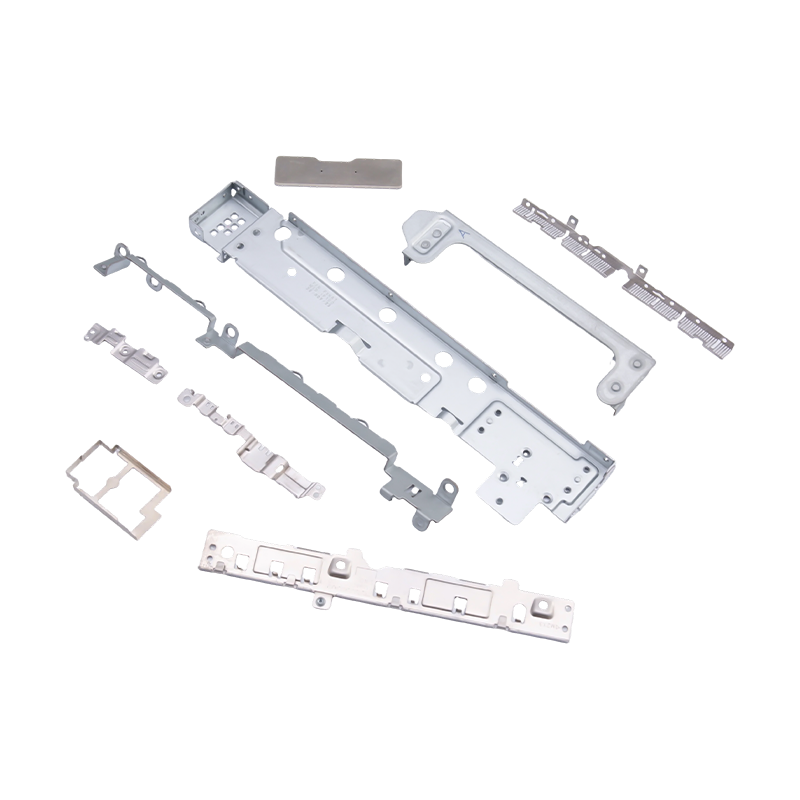
Kis bélyegzett alkatrészek laptopokhoz és mobiltelefonokhoz
A modern hordozható elektronika alapvető belső ...
-

Nehéz teherautó-bélyegző alkatrészek
Nehéz teherautó-bélyegző alkatrészeink precízió...
-
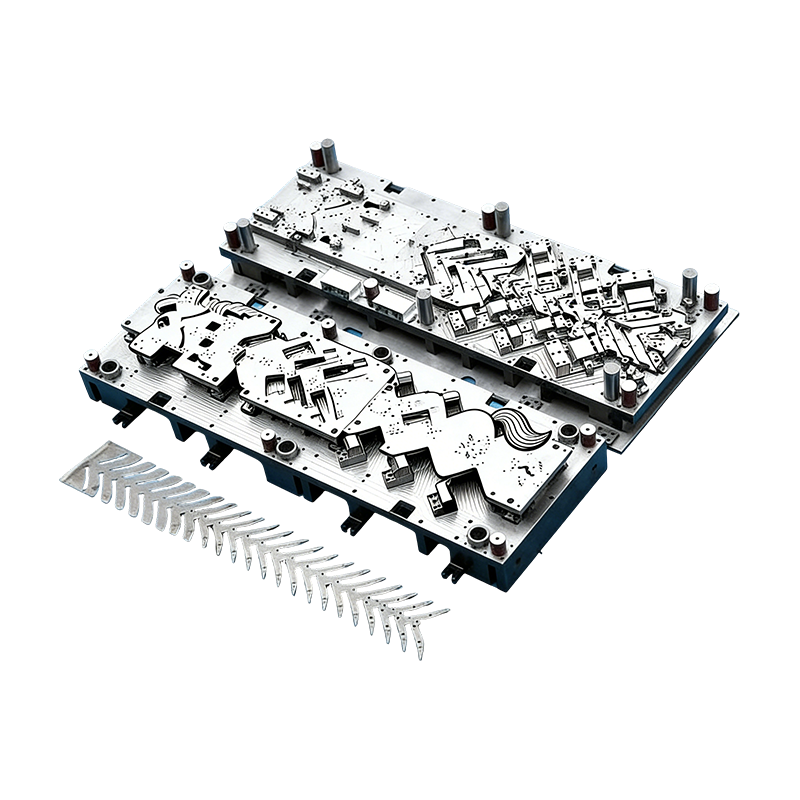
Progresszív öntőformák autóalkatrészekhez
Ezt az autómotorházhoz való folyamatos öntőform...
-

Gépjárműmotorház-bélyegző alkatrészek
Az autómotorok házának bélyegző alkatrészei az ...
-
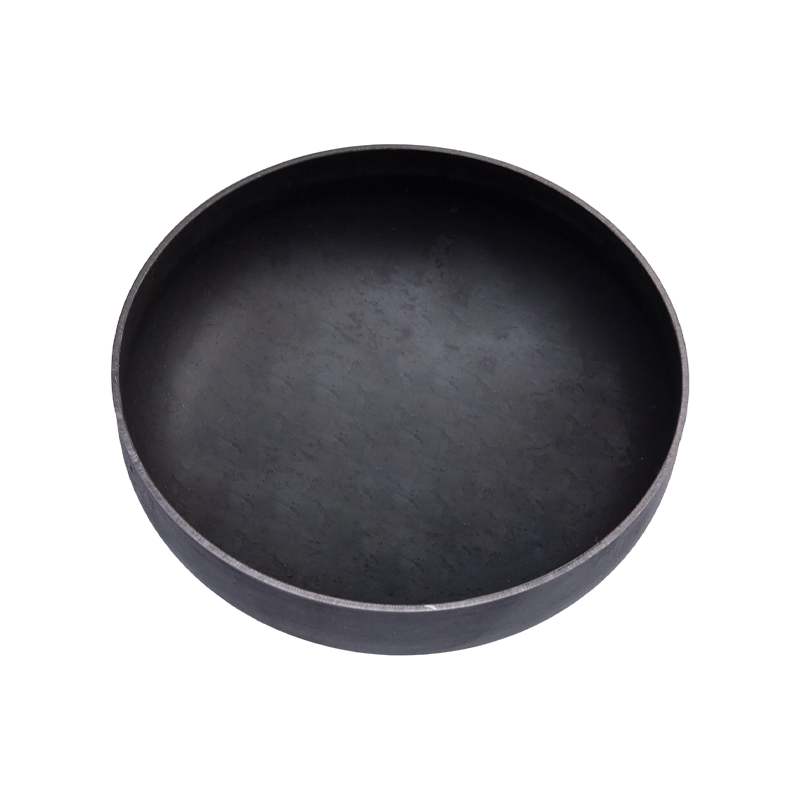
Gáztartály végén bélyegző alkatrészek
A gáztartály végének bélyegző részei az autóipa...
-
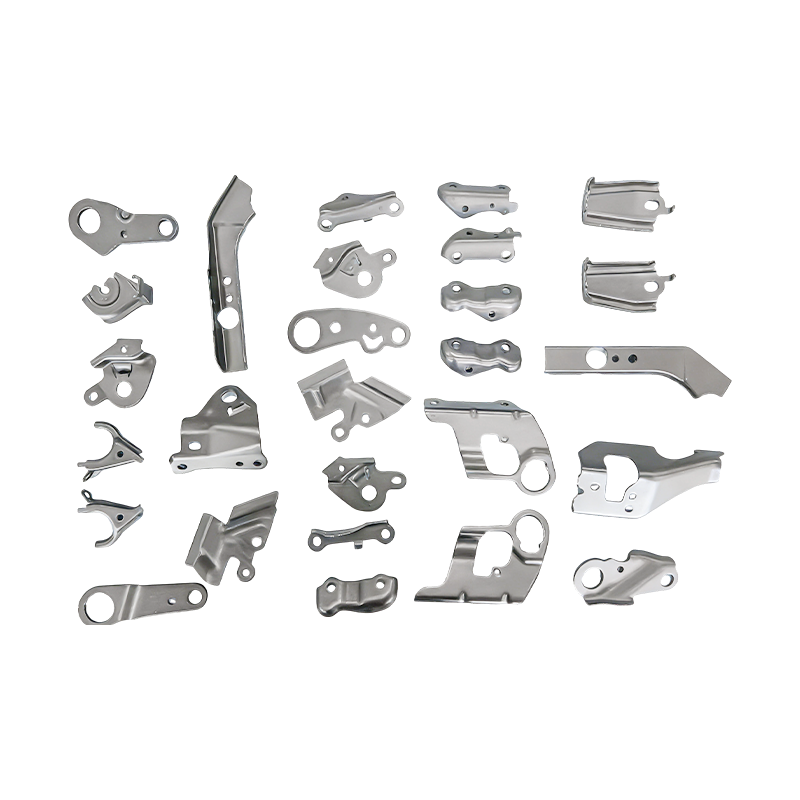
Kis autóalkatrészek progresszív présbélyegző alkatrészek
Kis autóalkatrészeink progresszív présbélyegző ...
Ipari hírek
Otthon / Hírek / Ipari hírek / Fémbélyegző alkatrészek autókhoz és háztartási gépekhez: eljárások, anyagok és minőségi szabványok
Fémbélyegző alkatrészek autókhoz és háztartási gépekhez: eljárások, anyagok és minőségi szabványok
2026-03-16
Mi az a bélyegzésgyártás?
A sajtolásgyártás egy hidegalakításos fémmegmunkálási eljárás, amelynek során a lapos fémlemezt egy egyedi szerszámkészlettel felszerelt sajtolóprésbe adagolják, és mechanikai vagy hidraulikus erővel vágják, hajlítják, húzzák vagy domborítják az anyagot pontosan meghatározott formára. Az eljárás a műveletek széles családját öleli fel – kivágás, lyukasztás, alakítás, mélyhúzás, fémverés és progresszív sajtolás –, amelyek mindegyike különböző geometriákhoz, anyagvastagságokhoz és gyártási mennyiségekhez igazodik. Mindezeket a műveleteket egyesíti a bélyegzés alapvető előnye: nagy mennyiségben, nagy sebességgel és alacsony egységköltséggel, a kivonó megmunkálási módszerekkel összehasonlítva minimális anyagpazarlás mellett, nagy mennyiségben, méretben megegyező fémbélyegző alkatrészek előállítására.
Modern bélyegzés gyártás szervohajtású és hidraulikus présekre támaszkodik, amelyek 20-tól 2000 tonnát meghaladó erőigényűek, és precíziós szerszámokkal párosulnak, amelyeket mikrométerben mért tűrésekkel gyártanak. A számítógéppel segített szerszámtervező és -szimulációs szoftver lehetővé teszi a mérnökök számára, hogy előre jelezzék a fémáramlást, a visszarugózást és a vékonyodást, még mielőtt egyetlen acéldarabot levágnának, drámaian csökkentve a szerszámfejlesztési ciklusokat és az első cikkelutasítási arányt. Az eredmény egy olyan gyártási diszciplína, amely képes olyan fémbélyegző alkatrészeket szállítani, amelyek megfelelnek az olyan változatos ágazatok szigorú méret- és szerkezeti követelményeinek, mint a fogyasztói elektronika, a háztartási készülékek és az autógyártás.
Alapfolyamatok a bélyegzőgyártáson belül
A bélyegzésgyártást alkotó konkrét műveletek megértése segít a beszerzési mérnököknek és a terméktervezőknek kiválasztani a legköltséghatékonyabb megközelítést egy adott alkatrészgeometriához és gyártási mennyiséghez. A fő folyamatkategóriák mindegyike eltérő szerszámkövetelményekkel és kimeneti jellemzőkkel rendelkezik.
Progresszív présbélyegzés
A progresszív szerszámbélyegzés egy fémszalagot vezet át egy sor állomáson egyetlen szerszámkészleten belül, és mindegyik állomás egy műveletet hajt végre – lyukasztás, bevágás, hajlítás vagy formázás – a szalag előrehaladtával. Mire a szalag kilép a végső állomásról, a teljesen kialakított fém sajtolórészeket leválasztják a hordozószalagról és összegyűjtik. Ez a megközelítés rendkívül hatékony a nagyon nagy mennyiségben gyártott kis és közepes méretű alkatrészek esetében, mint például a csatlakozók, tartókapcsok és a készülékrögzítő hardverek, mivel a teljes sorozat préselési sebességgel fut anélkül, hogy a műveletek között kézi alkatrészkezelést kellene végezni.
Mély rajz
A mélyhúzás a lapos fém nyersdarabot üreges, varrat nélküli héjává alakítja úgy, hogy egy lyukasztó szerszámüregbe nyomja. A folyamat alapvető fontosságú a hengeres és doboz alakú alkatrészek, köztük a mosógép belső kádak konzoljai, italosdobozok és autóüzemanyag-tartályházak gyártásában. Az anyagválasztás kritikus fontosságú a mélyhúzásnál: a fémnek elegendő rugalmasságot és kedvező alakítási arányt kell mutatnia ahhoz, hogy szakadás vagy gyűrődés nélkül átessen a szükséges nagy képlékeny alakváltozásokon. Az alacsony szén-dioxid-kibocsátású acél, az alumíniumötvözetek és a rozsdamentes acél a leggyakrabban mélyhúzott anyagok a készülék- és autóipari bélyegzési alkalmazásokban.
Finom üresítés
A finom kivágás egy speciális sajtolási eljárás, amely kivételesen sima és lapos nyírt élű alkatrészeket állít elő, kiküszöbölve a másodlagos kikészítési műveleteket, amelyeket a hagyományos kivágás megkövetel. Az ellennyomást és a feszítőgyűrű erőt a simítóerővel egyidejűleg alkalmazva a finom kivágás nyomófeszültség alatt tartja az anyagot a nyírási folyamat során, így a vágott felületek szinte a teljes anyagvastagságban simaak. Emiatt a finom vakolás az előnyben részesített eljárás a féknyereg-alkatrészek és az üléskonzolok esetében az autóipari alkalmazásokban, ahol az élek minősége közvetlenül befolyásolja a fáradási élettartamot és a szerelvény illeszkedését.
Fémbélyegző alkatrészek a háztartási gépek gyártásában
A háztartási gépek a fémbélyegző alkatrészek egyik legnagyobb volumenű alkalmazási területét képviselik. A szerkezeti összetettség, a méretkonzisztencia-követelmények és a költségérzékenység kombinációja a készülékgyártásban pontosan illeszkedik ahhoz, amit a bélyegzésgyártás nyújt. Minden termékkategóriában a bélyegzett alkatrészek kezelik a teherhordó, beállítási és tokozási funkciókat, amelyek meghatározzák a készülék hosszú távú megbízhatóságát.
Hűtőszekrényekben a hengeralakítással és progresszív préseléssel előállított ajtókeretek biztosítják a merev kerületet, amely megtartja az ajtó súlyát, megőrzi a tömítések tömítőfelületeit, és befogadja a csuklópántok rögzítési pontjait. Ezeknek a kereteknek a méretpontossága közvetlenül befolyásolja az ajtók beállítását és az energiahatékonyságot – egy olyan ajtókeret, amely akár a milliméter töredékével is túllépi a tűréshatárt, tömítésszivárgást okozhat, ami növeli a kompresszor ciklusának gyakoriságát és az energiafogyasztást. A mosógép belső kádkonzoljainak, amelyeket általában horganyzott vagy rozsdamentes acéllemezből készítenek, ki kell állniuk a nagy sebességű forgási egyensúlyhiány miatti terheléseknek és az ismételt hőciklusoknak fáradásos meghibásodás nélkül. A légkondicionáló alvázpanelei alkotják a kültéri egység szerkezeti vázát, precíz térkapcsolatban tartják a kompresszorokat, ventilátorokat és hőcserélőket, miközben ellenállnak a vibrációnak és az időjárási hatásoknak.
A fémbélyegző alkatrészek egyenletes vastagsága és szűk tűrése csökkenti az összeszerelési hézagokat az összes ilyen alkalmazásban, leegyszerűsíti a végső összeszerelési folyamatot, csökkenti az állítható rögzítőelemek vagy alátétezési műveletek szükségességét, és javítja a késztermék kozmetikai minőségét.
Fémbélyegző alkatrészek autóipari alkalmazásokban
Az autóipar a fémbélyegző alkatrészek legnagyobb fogyasztója világszerte, egy tipikus személygépkocsi több száz egyedi bélyegzett alkatrészt tartalmaz, a négyzetméterben mért karosszériaelemektől a milliméterben mért precíziós fékelemekig. Az autóipari bélyegzésgyártás a legszigorúbb méret- és mechanikai tulajdonság-szabványok szerint működik minden kereskedelmi alkalmazásnál, mivel az alkatrészek meghibásodásának következményei kiterjednek az utasok biztonságára és a szabályozási megfelelésre.
A karosszéria panel megerősítései – az ajtóburkolatokat, a tetőpaneleket és a motorháztető-szerelvényeket merevítő belső szerkezeti elemek – mélyhúzás, feszítésalakítás és visszahúzási műveletek kombinációjával készülnek. Ezeknek az alkatrészeknek pontos kontúrgeometriát kell elérniük, hogy biztosítsák a megfelelő illeszkedést a külső panelekhez és a hegesztési karima pontos pozicionálását a fehér test összeszereléséhez. A karosszéria megerősítésében egyre gyakrabban alkalmazzák a nagy szilárdságú acélt és a fejlett nagyszilárdságú acélminőségeket, hogy a szükséges ütközési energiaelnyelést kisebb anyagvastagság és tömeg mellett is elérjék.
Az üléskonzolok az autóipari fémbélyegző alkatrészek másik kritikus kategóriája. Ezek az alkatrészek rögzítik az ülés szerkezetét a jármű padlójához, és ki kell bírniuk az utasok ütközésvédelmi szabványai által meghatározott statikus és dinamikus terheléseket. A finoman kidolgozott vagy precíziós nyomattal ellátott üléskonzol-alkatrészek biztosítják az élek minőségét és síkságát az egyenletes csavarhúzónyomatékhoz és a megbízható illesztési szorítóerőhöz a jármű teljes élettartama alatt. A féknyereg alkatrészei, beleértve a féknyereg tartóelemeit és a rögzítőlemezeket, olyan méretpontossággal készülnek, amely biztosítja a megfelelő betétbeállítást, egyenletes betétkopást és kiszámítható fékteljesítményt a teljes üzemi hőmérséklet-tartományban.
Anyagválasztás fémbélyegző alkatrészekhez
A fémbélyegző alkatrészek teljesítménye elválaszthatatlan attól az anyagtól, amelyből készültek. A bélyegzésgyártás a fémek és ötvözetek széles skálájával kompatibilis, és az optimális anyag kiválasztásához az alakíthatóság, a mechanikai tulajdonságok, a korrózióállóság és a költségek kiegyensúlyozása szükséges.
| Anyag | Kulcstulajdonságok | Tipikus alkalmazások |
| Alacsony szén-dioxid-kibocsátású acél (DC01/DC04) | Kiváló alakíthatóság, alacsony költség | Készülék alváz, konzolok, burkolatok |
| Nagy szilárdságú acél (HSLA) | Nagy folyáshatár, jó hegeszthetőség | Karosszéria panel megerősítések, ülésszerkezetek |
| Rozsdamentes acél (304/430) | Korrózióállóság, felületkezelés | Mosógép kádak, készülék panelek |
| Alumíniumötvözet (5052/6061) | Könnyű, korrózióálló | Gépjármű karosszériaelemek, hűtőbordák |
| Horganyzott acél | Cink bevonat, kültéri tartósság | Klíma alváz, kültéri konzolok |
Minőségellenőrzés a bélyegzőgyártásban
A bélyegzésgyártás központi minőségi kihívása a méretkonzisztencia megőrzése a nagy mennyiségű gyártás során. A szerszámkopás, az anyagadagok változása, a kenés inkonzisztenciája és a préságy elhajlása idővel mind-mind méretbeli eltolódást idézhet elő, ami a szisztematikus mérést és folyamatfigyelést elengedhetetlenné teszi a fémbélyegző alkatrészek előállításához, amelyek több ezer vagy millió cikluson keresztül a specifikáción belül maradnak.
A vezető bélyegzőgyártók olyan réteges minőségbiztosítási rendszert valósítanak meg, amely egyesíti az in-die érzékelést, a statisztikai folyamatvezérlést és a koordinált mérőgép-ellenőrzést. A legfontosabb minőség-ellenőrzési gyakorlatok a következők:
- Első cikkvizsgálat (FAI): Az első gyártási alkatrészek teljes méretellenőrzése a mérnöki rajzok alapján a mennyiségi gyártás megkezdése előtt.
- Folyamat közbeni mintavétel: A kritikus méretek időszakos mérése meghatározott gyártási időközönként a szerszámkopás vagy a folyamateltolódás észlelése érdekében, mielőtt a tűréshatáron kívüli részek felhalmozódnának.
- CMM-ellenőrzés: A koordináta mérőgépek olyan bonyolult formált felületekre nyújtanak háromdimenziós méretadatokat, amelyek kézi mérőműszerekkel nem ellenőrizhetők.
- Felület- és élvizsgálat: Szemrevételezéssel és tapintással ellenőrizhető sorja, repedések, ráncok és felületi hibák, amelyek befolyásolják az összeszerelés illeszkedését vagy a kifáradási élettartamot.
- Anyagtanúsítvány felülvizsgálata: A beérkező anyagvizsgálati tanúsítványokat a szakítószilárdságra, a folyáshatárra, a nyúlásra és a bevonat tömegére vonatkozó előírásoknak megfelelően ellenőrzik.
Miért továbbra is a bélyegzőgyártás a preferált választás?
Az alternatív alakítási technológiák megjelenése ellenére, beleértve a lézervágást, a hidroformázást és az additív gyártást, a sajtolásgyártás kényszerítő és tartós okokból megőrzi domináns pozícióját a nagy volumenű fémalkatrészek gyártásában. A bélyegzés gazdaságossága alapvetően kedvező a méretarányban: a szerszámberuházás amortizációja után a bélyegzett fémalkatrész darabonkénti költsége jellemzően töredéke annak, amit bármely alternatív eljárással azonos mennyiségben el lehet érni. A percenkénti több száz löketes préselési sebesség, az automatizált tekercsadagolás és az alkatrészkezelés kombinációja olyan termelési sebességet tesz lehetővé, amelyhez egyetlen más precíziós fémformázó eljárás sem fér hozzá.
A fémbélyegző alkatrészek mechanikai tulajdonságait a gazdaságosságon túl javítja a sajtolási folyamatban rejlő hidegmegmunkálási hatás. Az alakítás közbeni képlékeny deformáció a munkaedzéssel növeli az anyag keménységét és folyáshatárát a deformált területeken, így az eredeti lemezalapnál jobb mechanikai teljesítménnyel rendelkező kész alkatrészek jönnek létre. Ez a hatás különösen értékes az autóipari szerkezeti elemeknél, ahol a szilárdság-tömeg arány az elsődleges tervezési hajtóerő. A készülék- és autóipari gyártók számára, akik megbízható, költséghatékony és méretpontos alkatrészeket keresnek, a bélyegzésgyártás továbbra is a modern fémalkatrész-ellátási láncok vitathatatlan alapja.
Előző bejegyzés
Fém bélyegző és rajz alkatrészek útmutató
Következő bejegyzés
Mik a legfontosabb különbségek a mikrobélyegzés és a szabványos elektronikus alkatrészek között?
A miénk Termékek.
Indítsa el vállalkozását egy OEM gyártóval itt!
Teljes körű kulcsrakész megoldásokat biztosít a globális ügyfelek számára
keresztül
innováció!
GYORSLINKEK
HÍREK
ELÉRHETŐSÉG.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
Szerzői jog © Suzhou Shuangqisi Mold Equipment Co., Ltd. Minden jog fenntartva. Egyedi bélyegző szerszám Fémbélyegző szerszámgyártók
