-
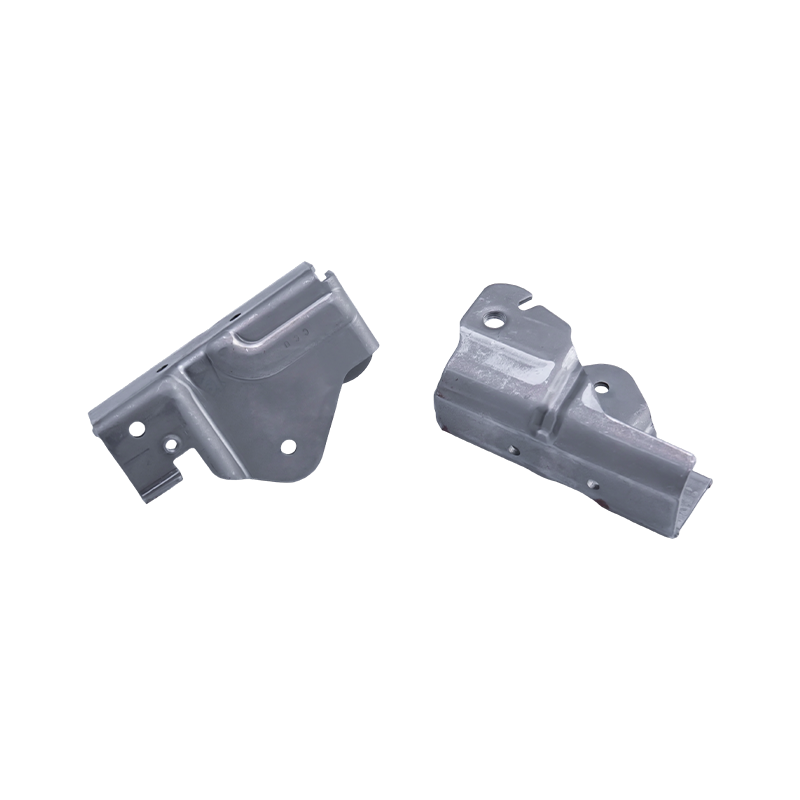
Autóülések bélyegző alkatrészei
Az autóülések bélyegzőalkatrészei az autóülések...
-
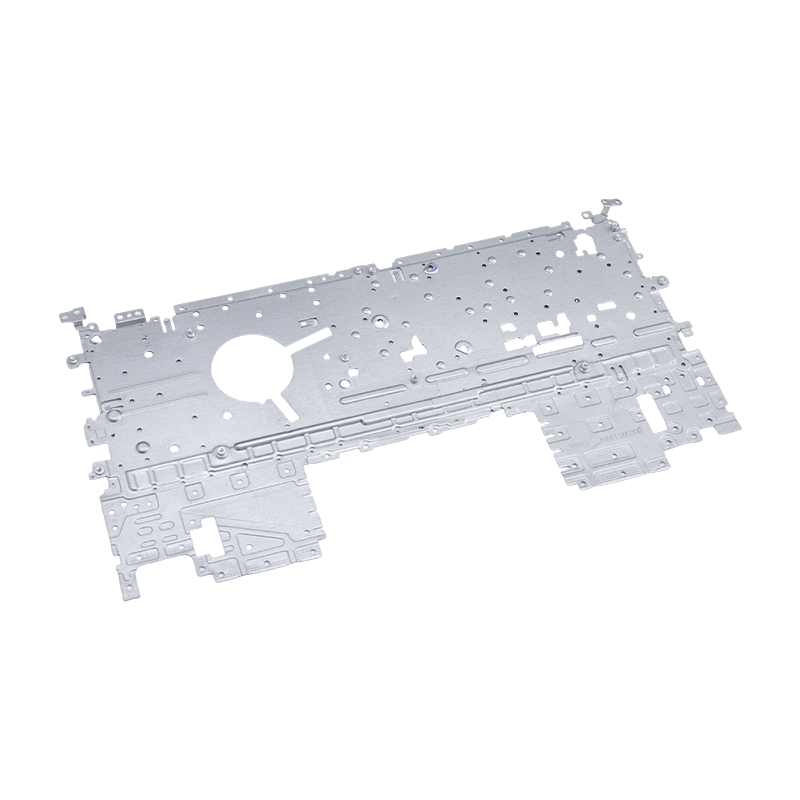
Laptop bélyegző alkatrészek
Laptopbélyegző alkatrészeink precíziós gyártású...
-
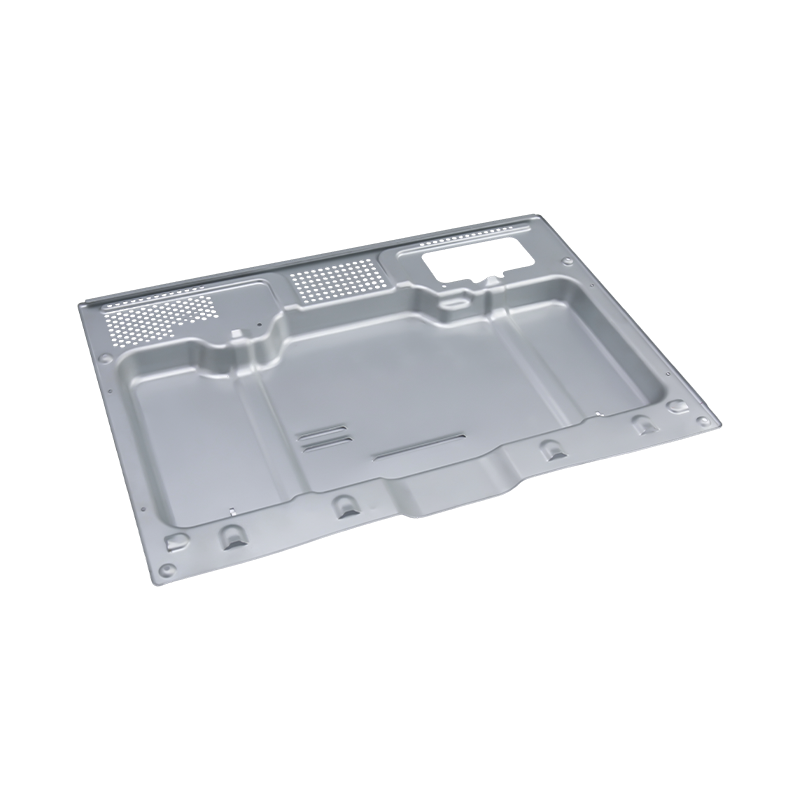
Csúcskategóriás sütőbélyegző alkatrészek
Csúcskategóriás sütőbélyegző alkatrészeink prec...
-
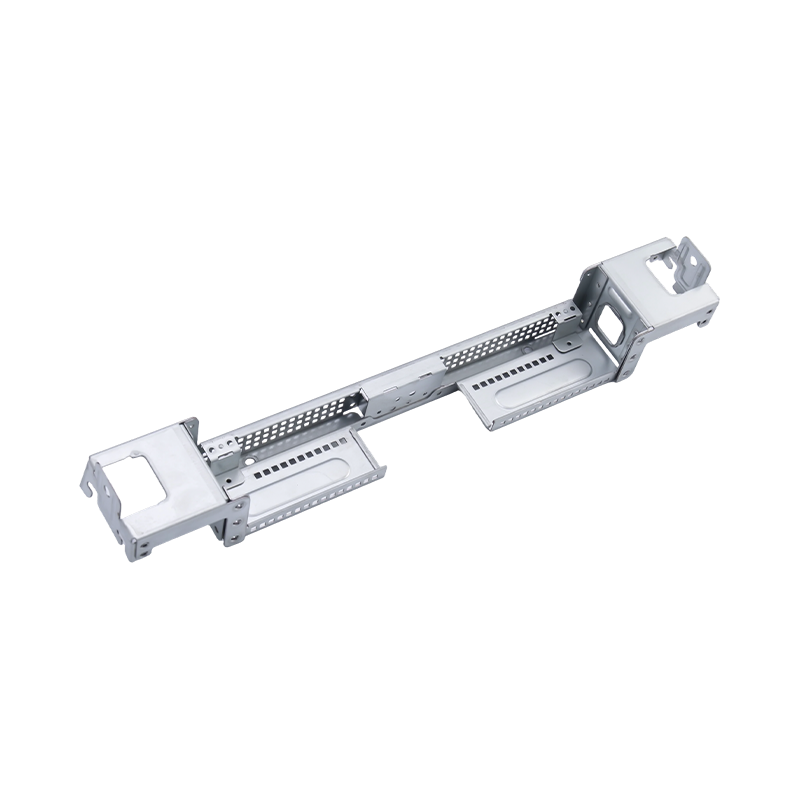
Csúcskategóriás nagy számítógépes bélyegzőalkatrészek
Csúcskategóriás nagyméretű számítógépes bélyegz...
-
Kis bélyegzett alkatrészek laptopokhoz és mobiltelefonokhoz
A modern hordozható elektronika alapvető belső ...
Ipari hírek
Autóülések bélyegző alkatrészei: Minőségi és illeszkedési útmutató
2026-05-13
Mik azok az autóülések bélyegzőalkatrészei, és miért fontosak
Autóülések bélyegző alkatrészei precíziósan alakított fém alkatrészek, amelyek az autóülések szerkezeti magjaként szolgálnak. A nagy pontosságú sajtolási eljárásokkal előállított alkatrészeket nagy szilárdságú acél- vagy alumíniumötvözet lemezekből alakítják ki szerszámmal, több ezer tonnás préserő hatására. Az eredmény egy egyenletes falvastagsággal, tiszta élekkel és szűk mérettűréssel rendelkező alkatrész – ezek a tulajdonságok az autóipari alkalmazásokban megkérdőjelezhetetlenek.
A hegesztett vagy öntött alternatívákkal ellentétben a sajtolt alkatrészek kiváló ismételhetőséget és felületi integritást biztosítanak. Az ülésszerkezetben teherhordó vázként működnek, közvetlenül érintkezve az üléspárnákkal, az állítókonzolokkal és a fekvőtámasz-mechanizmusokkal. Ezen alkatrészek bármilyen méreteltérése átterjed a teljes ülésrendszeren, ami kihat a kényelemre és az utasok biztonságára egyaránt.
A globális autóülési piac értéke 2023-ban több mint 68 milliárd dollár volt, és a fém ülésszerkezetek az egy ülésre jutó anyagköltség jelentős részét teszik ki. A megfelelő bélyegző alkatrészek – és a megfelelő szállító – kiválasztása közvetlenül befolyásolja az összeszerelés hatékonyságát, a termék élettartamát és a szabályozási megfelelést.
Anyagválasztás: nagy szilárdságú acél vs. alumíniumötvözet
A két domináns anyag a fém sajtolt alkatrészek autóülésekhez nagy szilárdságú acél (HSS) és alumíniumötvözet. Mindegyik különálló teljesítményprofilt kínál, és a helyes választás az adott üléshelyzettől, a jármű platformjától és a súlycéloktól függ.
| Tulajdon | Nagy szilárdságú acél | Alumínium ötvözet |
|---|---|---|
| Szakítószilárdság | 590-1500 MPa | 200-500 MPa |
| Súly | Magasabb | ~35%-kal könnyebb, mint az acél |
| Korrózióállóság | Bevonatot igényel | Természetesen ellenálló |
| Költség | Alsó | Magasabb |
| Tipikus alkalmazás | Oldalkeretek, padlókonzolok | EV-ülések, sport és prémium szegmensek |
A fejlett nagyszilárdságú acélokat (AHSS), mint például a kétfázisú (DP) és a martenzites (MS) minőségeket, ma már széles körben használják az ülések oldalkereteiben és kereszttartókban, ahol az ütközési energia elnyelése kritikus. Ezek a minőségek lehetővé teszik a falvastagság csökkentését a szerkezeti teljesítmény feláldozása nélkül – ez kulcsfontosságú tényező a súly és a biztonsági célok egyidejű teljesítésében.
Az alumíniumötvözetek, különösen az 5xxx és 6xxx sorozat egyre gyakrabban kerül felhasználásra az elektromos járművek platformjaiban, ahol minden kilogramm súlycsökkentés közvetlenül megnöveli a hatótávolságot. Bár az alumínium sajtolások bonyolultabb szerszámozást és alakítási stratégiákat igényelnek az alacsonyabb rugalmasság miatt, a tömegcsökkentés megtérülése gyakran indokolja a nagy volumenű programok befektetését.

Terhelési teljesítmény: statikus, dinamikus és vibrációs követelmények
Az autóülések bélyegző alkatrészeinek megbízhatóan kell működniük három különböző terhelési kategóriában a jármű teljes élettartama alatt. Ezeknek a követelményeknek a megértése elengedhetetlen az alkatrészspecifikációk értékelésekor vagy a beszállító minősítésekor.
Statikus teherhordó csapágy
A statikus terhelés az utasok folyamatos tömegére és magára az ülésszerkezetre vonatkozik. Az olyan szabályozási szabványok, mint az ECE R17 (Európa) és az FMVSS 207/210 (USA) minimális terhelési küszöbértékeket határoznak meg az ülésrögzítésekre és szerkezeti elemekre. Egy tipikus üléskeretnek az ülés súlyának 20-szorosának megfelelő terhelést kell elviselnie maradandó alakváltozás nélkül. Ezekben a tesztekben az alapsínt, az oldalsó tartót és a fekvőtámasz rögzítési felületét alkotó sajtolt alkatrészek jelentik az elsődleges terhelési útvonalakat.
Dinamikus terhelési és összeomlási teljesítmény
A dinamikus terhelés a jármű gyorsítása, fékezése és – ami a legkritikusabb – ütközési események során jelentkezik. Frontális ütközés esetén az ülésszerkezeteknek vissza kell tartaniuk a biztonsági öv 30 kN-ig terjedő erejét, miközben meg kell őrizniük kellő szerkezeti integritást ahhoz, hogy megakadályozzák az utasok behatolását a szomszédos ülészónákba. Az acél sajtolási geometriája, szemcseorientációja és hőkezelése mind befolyásolja, hogy az alkatrész hogyan veszi fel és osztja el ezeket az impulzuserőket.
Rezgésállóság
A jármű átlagosan 200 000 kilométeres élettartama során az ülések alkatrészei folyamatos alacsony frekvenciájú vibrációnak vannak kitéve az útfelületekről és a hajtáslánc forrásaiból. Az inkonzisztens vastagságú, visszamaradt alakítási feszültséggel vagy a hajlítási sugaraknál mikrorepedéssel rendelkező sajtolt alkatrészek ilyen körülmények között ki vannak téve a kifáradásnak. A préselt profil egyenletes vastagsága – a precíziós szerszámkialakítás és a présszabályozás közvetlen terméke – a leghatékonyabb ellenintézkedés a vibráció okozta kifáradás ellen.
Gépjárművek biztonsági szabványos részei: megfelelőség és minőségellenőrzés
Megfelelve a definíciónak autóbiztonsági szabvány alkatrészek az anyagtanúsításnál többet igényel. Dokumentált minőségirányítási folyamatot követel meg, amely magában foglalja a bejövő anyagokat, a folyamat közbeni ellenőrzést és a kimenő ellenőrzést – mindez a kész alkatrészig visszavezethető.
A következő ellenőrzési módszerek a minősített bélyegzési műveletek szokásos gyakorlata:
- Koordináta mérőgép (CMM) ellenőrzése: Ellenőrzi a kritikus méreteket a műszaki rajz alapján ±0,1 mm-es tűréshatárig. Első cikk ellenőrzésére és időszakos mintavételre használják a gyártás során.
- Keménységvizsgálat (Rockwell/Vickers): Megerősíti, hogy a sajtolás utáni hőkezelés elérte a megcélzott mechanikai tulajdonságokat, különösen az AHSS alkatrészek esetében, ahol a martenzit fáziseloszlása közvetlenül befolyásolja a szilárdságot.
- Felület- és élvizsgálat: Szemrevételezéses és tapintható ellenőrzések sorja, repedések és felületi szennyeződések szempontjából, amelyek befolyásolhatják a szerelvény illeszkedését vagy felgyorsíthatják a korróziót a használat során.
- Sópermet vizsgálat: Kiértékeli az acélbélyegzéseknél alkalmazott korrózióvédelmi rendszert (e-coat, horganyzás vagy foszfátkezelés). A szabványos autóipari követelmények 240 és 1000 óra közötti sópermetezési időt igényelnek vörösrozsda képződés nélkül.
- Roncsolásos szakító- és hajlítási vizsgálat: Érvényesíti a hegesztett kötések és a kritikus hajlítási zónák mechanikai tulajdonságait, biztosítva, hogy feszültségkoncentráció esetén ne válasszák ki vagy repedjenek.
A minőségbiztosítási rendszerek megfelelősége – jellemzően az IATF 16949 az autóipari beszállítók számára – biztosítja azt a keretet, amelyen belül ezeket a vizsgálati módszereket következetesen alkalmazzák. Az e tanúsítvány nélkül szállított alkatrészek nagyobb kockázatot jelentenek a nem észlelt folyamatváltozásokra, amelyek közvetlenül helyszíni hibákhoz vagy költséges visszahívásokhoz vezethetnek.
Kompatibilitás az üléspozíciókkal és a járműmodellekkel
A pontosság egyik gyakorlati előnye fém sajtolt alkatrészek autósüléshez Az alkalmazások többféle üléspozícióhoz és járműarchitektúrához való alkalmazkodóképességüket jelentik. Míg az alkatrészek geometriája eltér a vezető, az utas és a hátsó ülés konfigurációja között, a mögöttes gyártási folyamat és a minőségi szabványok változatlanok maradnak.
Vezető- és első utasülések
Az első ülések bélyegző részei a szerkezetileg legösszetettebbek, integrálva az oldallégzsák modulok, a magasságállító sínek, az előre-hátra csúszkák és a biztonsági öv előfeszítő horgonyok rögzítési pontjait. A méretpontosság ezeken az interfészeken kritikus fontosságú: például egy rosszul beállított légzsákkonzol rögzítési nyílása olyan kioldási időzítési hibákat okozhat, amelyek veszélyeztetik az utasok védelmét. Az első ülések keretei a legmagasabb szintű szabályozási ellenőrzésnek is megfelelnek az ütközési tesztek alapján.
Hátsó ülés szerkezetek
A hátsó ülések bélyegző részei gyakran szélesebb keresztmetszetet ölelnek fel, és a SUV- és kocsiplatformokon alkalmazkodniuk kell a lapos összecsukható mechanizmusokhoz. Ezeknek az alkatrészeknek szűk síksági tűrésre van szükségük, hogy egyenletes terhelést biztosítsanak az összecsukható zsanérvonalon és a retesz egyenletes rögzítését. A háromsoros járművekben a második és a harmadik sor üléskeretét gyakran megosztják a modellváltozatok között – így az alkatrészek cserélhetősége közvetlen költséghatékonyság, amelyet a precíziós bélyegzés hatékonyan támogat.
Az összes üléshelyzetben a bélyegzett keretelemek és a szomszédos rendszerek (párnahab klipek, fekvőtámasz fogaskerekek, padlósín csavarok) közötti interfész méreteinek meg kell felelniük a főbb autóipari összeszerelési szabványoknak. Az ezeknek a méretkonvencióknak megfelelő alkatrészek minimális szerszámmódosítással integrálhatók az új járműprogramokba, csökkentve a fejlesztés átfutási idejét és a minősítési költségeket mind az OEM-gyártók, mind az utángyártott beszállítók számára.
Előző bejegyzés
Mélyhúzó szerszámkialakítás: lyukasztás, matrica, hasadék és többlépcsős redukciós útmutató
Következő bejegyzés
Könnyű, nagy pontosságú: A Deep Drawing Die Stratégiák az elektromos autók karosszériájának innovációjához
A miénk Termékek.

Indítsa el vállalkozását egy OEM gyártóval itt!
Teljes körű kulcsrakész megoldásokat biztosít a globális ügyfelek számára
keresztül
innováció!
GYORSLINKEK
HÍREK
ELÉRHETŐSÉG.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kína
Szerzői jog © Suzhou Shuangqisi Mold Equipment Co., Ltd. Minden jog fenntartva. Egyedi bélyegző szerszám Fémbélyegző szerszámgyártók
